

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

伺服调整工具调试配置华中8型数控系统
目前,硬轨数控机床越来越多,本文提供了一个使用伺服调整工具调试配置华中8型数控系统的硬轨数控机床的方法,请用户参考。
4 特性优化调整:
此前的参数调整属于粗调,增益类参数可每次增加200~400,若伺服系统发生振荡则减少100~50。而找到临界点后,首先加入适当滤波类参数后,再进行增益类参数的细调。
每次增加50~20,若发生振荡则减少20~10。较大的滤波参数虽然可以进一步的提高伺服系统的特性,但是会增加机床运行时的噪音,在不产生附加振荡的情况下(可通过加速波形观察到)应适当控制在一定范围以内(比如85分贝以下)。
若滤波类参数无法提高,即在临界点时将滤波类参数加大后振荡反而更加明显。如下列三幅图所示:
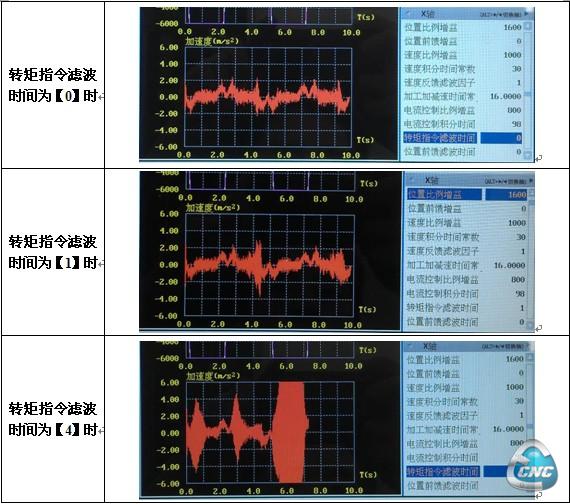
说明机床的运行阻力较大(脱开电机后用手旋转丝杆非常吃力),应检查导轨润滑、镶条松紧、丝杆装配精度等方面原因。
参数方面可通过提高【电流环控制比例增益】及降低【电流环控制积分时间】来加大电机的出力及响应能力。
注意:电流环控制比例增益参数值较大时易引起电机连续运行时驱动器报警。
补充:
在系统能稳定工作的前提下,较大的速度环比例增益和较小的速度环时间常数,可以获得较好的速度响应。较大的速度环比例增益和过小的速度环时间常数,较容量发生系统振荡,工作不稳定;较小的速度环比例增益和过大的速度环时间常数,电机速度响应低,电机运行易出现爬行状态。
注意:多轴同时进行插补运算时,各轴的位置比例增益值应调整为一样。否则会出现伺服不匹配的情况,导致两轴插补加工整圆时出现椭圆的现象,可参考圆度调试方法。
- 第1页:伺服调整工具调试配置华中8型数控系统(1)
- 第2页:伺服调整工具调试配置华中8型数控系统(2)
- 第3页:特性优化调整
本文来源于互联网,e-works本着传播知识、有益学习和研究的目的进行的转载,为网友免费提供,并以尽力标明作者与出处,如有著作权人或出版方提出异议,本站将立即删除。如果您对文章转载有任何疑问请告之我们,以便我们及时纠正。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。