



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

西门子双控制系统在数控车床改造中的应用
(1)高级NC指令
①INIT(n,”_N_文件名_MPF”,”n”):该指令用于定义在第n个通道中需要执行的文件。
②START(n):该指令用于启动通道n中的程序。(查)WAITM(n,1,2,3):该指令用于定义在通道1、2和3中的等待标志n。
③WAITE(n):等待通道n中的程序结束指令。
(2)自定义宏指令
①START—ROBOT(启动送料系统NC程序):在840D系统NC程序中可以通过该指令自动启动802D系统的特定NC程序。在使用该指令时,802D系统应选择自动工作方式。另外本指令为非模态指令,也就是说该指令只在当前行有效。
②TAKEOUT_READY(抓取成品位置准备好):在成品卡爪抓住成品,下刀架退回至安全位置后,使用该指令可以再次激活机械手完成卸掉成品工件的任务。该指令为非模态指令,只在当前行有效。
③INSTALL—READY(装毛坯位置准备好):在毛坯爪将毛坯送至卡盘,下刀架移到装载位置后,使用该指令可以再次激活机械手完成安装工件的后续工作。该指令为非模态指令,只在当前行有效。
程序执行过程分析如下:

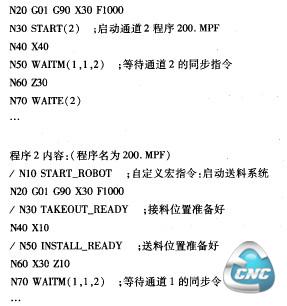
首先在通道1中选择100.MPF→在通道2中选择200.MPF→将送料系统设定为自动方式→启动主机控制系统(840D系统)→程序1通过第N10行指令调用程序2→运行至N30行时启动通道2中的程序→程序1执行至N50行时暂停运行等待程序2中的同步指令WAITM→程序2在N10段启动送料系统的NC程序运行→在程序2中通过N30及NS0段的指令TAKEOUT'→READY和INSTALL_READY卸下及安装工件→执行至N70段时由WAITM(1,1,2)指令再次启动程序1_程序1执行至N70段时再次暂停执行等待程序2中的M30程序结束指令_等待程序2执行结束后_程序1再次从等待位置启动直至加工结束。
从程序中可以看出,通过自定义宏指令START_ROBOT、TAKEOUT_READY、INSTALL—READY就可以方便地实现系统间的信息交换。另外,使用840D控制系统的“程序控制”功能,通过激活或者取消“SKIP”功能可以方便地实现手动装卸工件,中断送料系统的执行。
4 结语
点对点的通讯方式为控制系统的拓展使用提供了一种新思路。改造后的设备经过一年多的使用,其功能及效率方面远远优于原控制系统,故障率非常低,且维修方便快捷,保证了生产的正常有序进行。
- 第1页:西门子双控制系统在数控车床改造中的应用(1)
- 第2页:控制系统完成的功能
- 第3页:
- 上一篇文章:开放式纯软件数控系统OpenCNC应用与实现的总体方案
- 下一篇文章:PLC对步进电机的控制技术