



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于ARM及嵌入式Linux的线切割数控系统开发
4.4插补模块
插补控制软件是CNC系统的核心软件。考虑到VtBDM机床加工是平面轮廓二轴插补控制且运动速度较慢,本文仍采取逐点比较法插补原理编写插补控制程序。逐点比较法是一种逐点计算、判别偏差并纠正逼近理论轨迹的方法,在插补过程中每走一步要完成偏差判别、进给控制、新偏差计算及终点判别4个工作节拍。
插补模块接收4.3节中代码解释器传过来的运动轨迹数据信息,并对其进行插补控制运算。在本文开发的系统中这一功能模块是采用软件算法实现的。采用软件插补器的优点在于可以灵活地实现各种不同的插补算法。
4.5串行通信模块
串行通信模块主要是使数控系统能够接收来自PC机上由CAM软件所生成的数控加工程序以及对处理步进电机等控制信号的发送或接收。由于Qt4中没有提供很好的串口类库函数,本文中串口通信功能的实现采用了Linux系统的API(应用程序接口)函数自行编写一个串口函数类,然后在Qt4开发的系统界面中通过调用该模块来实现通信功能。Linux下对串口操作可以通过访问位于/dev目录下的设备文件来进行,如//devlttSO就是串口COMI。操作过程主要包括串口参数设置、串口打开(open),读取操作(read)、写人操作(write)及关闭操作(close)等。其中用串口接收NC文件程序流程如图4所示。

图4 串口读取文件流程图
5 开发成果及演示
文章所开发的基于嵌入式系统的线切割数控系统成功实现了文件及图形操作、逐点比较法的插补算法、加工参数的提取、串口通信等一系列功能,开发主界面,如图5所示。
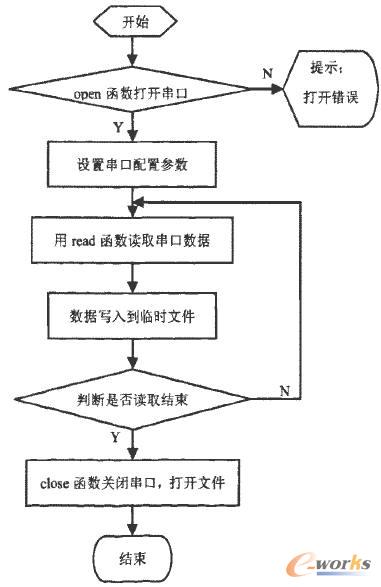
图5 线切割数控系统主界面图说
使用文章3.2.2节中所得到的Qt4嵌入式库重新交叉编译WEDM源程序,得到的可执行文件通过NFS方法挂载到ARM开发板系统中去,设定好库文件路径参数,进人程序所在目录执行如下命令:#./wedm-qws,即可在YC2410开发板成功启动程序。
6 结束语
文章开发了一种基于ARM技术及嵌入式Linux的线切割数控系统。与其他采用Window或DOS主流WEDM数控系统相比,它采用Linux系统最新2.6版本内核,实时性和稳定性有很大的提升,系统功能更大强大,安全性、稳定性更有保障;与其他硬件平台开发的嵌入式WEDM系统相比,它采用ARM9处理器,成本低廉,功能丰富,市场竞争力强。本文中的WEDM系统开发成功,为进一步推进、完善并壮大基于Linux平台的电火花线切割加工数控系统的开发提供了有益的参考。
- 上一篇文章:基于嵌入式linux的数控系统软件设计
- 下一篇文章:并行工程数控系统可靠性研究