



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

数控系统单片机测控技术应用与实现
2.2数控X-Y工作台单片机测控系统的软件系统
数控X—Y工作台单片机测控的硬件系统是实现系统功能的物质资源,软件系统是测控系统控制思想和思路、控制方法和过程的具体体现。
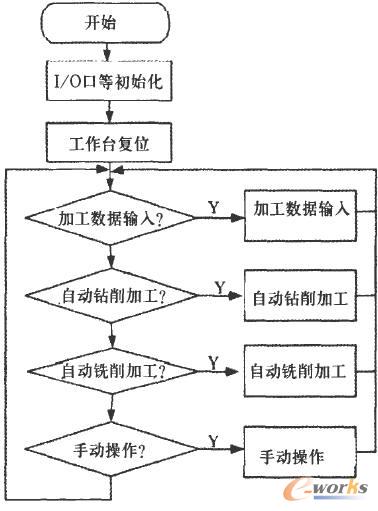
图3主模块流程图
测控系统功能的实现,需要应用单片机的定时技术、中断技术、键盘扫描技术和LED显示等技术。软件系统采用模块化结构,主要模块有:主模块、自动加工测控模块、步进电机控制模块。
1)主模块的主要功能
主模块完成测控系统的管理工作,开机后即进入管理模块,接收和执行操作者的命令。在该模块中,定义键盘各键的功能,以确定接收命令的形式和实现输入加工数据、自动钻削加工、自动铣削加工、紧急停车等各种操作功能。其实现思路用流程图如图3所示。
2)自动加工测控模块的主要功能
根据X—Y工作台的工作要求,自动加工包括自动钻削加工和自动铣削加工。因此,自动加工测控模块分为自动钻削加工测控和自动铣削加工测控两个子模块。根据自动钻削加工的动作顺序要求,该子模块的控制流程如图4所示。自动铣削加工测控子模块流程图与之类似。

图4自动钻削加工模块流程图
3)步进电机控制模块
步进电机控制包括转速、转角及方向的控制。在步进电机控制模块中,应考虑步进电机运动时有一个加速、减速的过程,以解决步进电机在突然启动和停止时,因负载和惯性而致使电机失步的问题。通过确定进给脉冲数和脉冲时间间隔,实现步进电机转角和速度的控制。步进电机控制时间常数通过定义数据表的形式存储到程序存储器中,作为控制步进电机运行的基本参数值。采用单片机内部定时器/PwM功能,以中断方式实现步进电机的频率(定时)控制。步进电机的定时控制流程如图5所示。
2.3数控X—Y工作台单片机测控系统仿真调试
STCl2C5A60S2/AD/PWM系列单片机,是高速,低功耗/超强抗干扰的新一代805 1单片机,指令代码完全与传统8051兼容,只是速度快8一12倍。基于STCl2C5A60S2/AD/PWM单片机的该数控X—Y工作台测控系统,其系统调试环境与51系列单片机控制系统的调试环境相同。由于片内集成有ISP在系统可编程/IAP在应用可编程,可通过串口(P3.0/P3.1)数秒钟即可完成应用程序的直接下载,不需要专用编程器和专用仿真器。
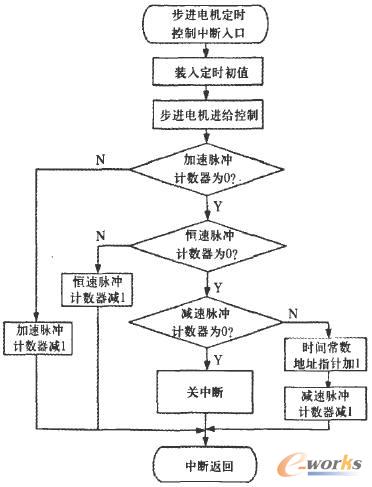
图5步进电机定时中断程序流程图
3结束语
本文基于单片机,对数控X—Y现场智能测控的软、硬件系统进行了分析与探讨。从以上数控X—Y工作台的单片机测控系统功能的实现过程可见,单片机丰富的内部资源和人机接口、输入输出控制、定时/计数、中断控制等技术,以及单片机本身的功能强大、价格便宜、快速性和强抗干扰性,使单片机测控技术在数控系统中的应用越来越广泛。单片机测控技术的应用,使数控系统的自动化功能的实现方法更加简单灵活、性能可靠。
- 上一篇文章:直线滚动导向系统的减振
- 下一篇文章:多轴激光加工机器人光路几何误差建模方法研究(一)