



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

PLC与触摸屏在开齿机数控系统中的应用
3.2 PLC与FX2n一20GM的软件设计
PLC程序包括初始化程序、手动程序和自动程序等部分,初始化程序包括对有关的辅助继电器和存储区的清零,显示项的设置,定位模块的初始设置,模拟量输出模块初始设置程序等,手动程序对应手动界面,主要实现XYZ轴的手动移动、设步长、松刀、紧刀、机械回零、设置程序零点等功能。自动程序包括自动修整程序和自动开齿程序。
FX2n一20GM不具备数控程序编辑输入等界面,而触摸屏也很难像电脑一样自由自在地编辑一段实现多功能的程序,但可用FX2N一20GM特有的控制功能和插补指令来构建数控系统,根据开齿和修整过程的工艺特点,在触摸屏界面中,用表格的形式输入与加工程序有关的数据,如各轨迹点的顺序、坐标、速度等数据,并将这些数据以文件的形式保存到PLC的文件寄存器单元中去,不同零件的加工数据可以保存到不同的数据文件中。在FX2N-20GM编写各加工控制程序时,用通用数据寄存器(D100~D3999)作为直线及圆弧插补指令中运动轨迹的坐标变量来编写,通过PLC把运动参数送到这些通用数据寄存器,FX2n-20GM再根据这些参数完成相应的插补运动。
在加工过程中,通过PLC将运动轨迹的有关坐标、运动速度和加工顺序等工艺参数,用传送指令DTO送到FX。N一20GM相应的通用数据寄存器,按顺序启动其编制好有关各程序,就可以控制FXzN一20GM的相应指令的执行。同时,系统的当前坐标、伺服系统的状态等参数,用FROM指令从FX2N一20GM中读回,程序如图3所示。
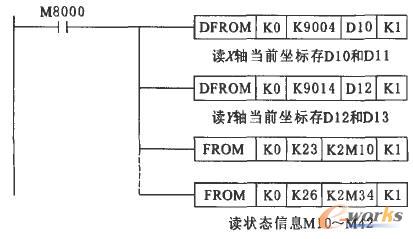
图3程序结构
为此,需要在PLC的文件寄存器中建立3个数据文件的区域:文件编辑区、文件保存区和运行文件区。3个区域的功能定义互相对应,通过对这3个文件寄存器单元的操作就可以实现加工程序的编辑、保存、运行等功能。其中文件保存区作为主区域,保存有不同零件的加工数据,当要编辑某个加工程序时,通过操作编辑界面,把加工程序从文件保存区复制到文件编辑区,对的数据进行编辑,完后再保存到文件保存区,当要运行某个加工程序时,就把加工程序从文件保存区复制到运行文件区。通过界面操作启动程序运行设备。
4 结束语
本机可研磨各类刀具的刃口,或各类齿刀的刀齿。可应用于各种刀、剪的齿形、波浪型、弧型等特型面的研磨。对于夹压机构,开齿时系统配有自动锁紧功能,通过液压卡紧,防止工件松脱飞出。在某些场合,大批量生产同一产品时还可以配有自动送料、自动退料等功能的装置,达到全自动生产,极大地提高产量。在使用中表明,设备运行稳定,各项性能良好,磨刀精度满足许多场合的使用要求。本控制系统简单易懂,人机界面友好,与配备专用机床数控的系统相比,价格低廉。
- 上一篇文章:基于现场总线的可重构数控系统的研究
- 下一篇文章:基于NX6.0的整体叶轮多轴加工技术