



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于NX6.0的整体叶轮多轴加工技术
0 引言
作为动力机械的关键部件,整体式叶轮广泛应用于航天航空等领域,其加工技术一直是制造业中的一个重要课题。叶轮的加工质量直接影响整机的动力性能和机械效率,数控加工是目前国内外广泛采用的加工整体三元叶轮的方法。整体叶轮的加工难点主要表现在:
(1)三元整体叶轮的形状复杂,其叶片多为非可展扭曲直纹面;
(2)整体叶轮相邻叶片的空间较小,而且在径向上设有半径的减小通道逐渐变窄,因此加工时除了刀具与被加工叶片之间发生干涉外,还容易与相邻叶片发生干涉;
(3)刀位规划时的约束条件多,自动生成无干涉刀位轨迹较困难。目前国外一般应用整体叶轮的五坐标加工专用软件,如美国NREC公司的MAX-5,MAX-AB叶轮加工专用软件等。目前,我国大多数生产叶轮的厂家多数采用国外大型CAD/CAM软件,如NX、CATIA、MasterCAM等软件来加工整体叶轮。本文选用功能强大的NX6.0软件,对复杂曲面整体叶轮进行加工仿真研究。
1 整体叶轮数控加工工艺
根据叶轮的几何结构特征和使用要求(见图1),其基本加工工艺流程为:在锻压铝材上车削加工回转体的基本形状;外型整体粗加工;流道粗加工;叶片精加工;对底部倒圆进行清根。
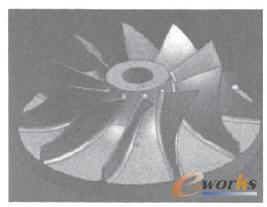
图1 叶轮几何结构
2 机床准备
DMU-100T是从德国DMG公司引进的一台全闭环五轴联动数控加工机床,采用主轴摆动+圆工作台旋转结构。行程参数为:X轴1080mm,y轴710mm,Z轴710mm,B轴(主轴摆动)103°,C轴(工作台旋转)360°。该机床具有转速高及联动结构稳定性高、五轴联动技术成熟的特点。机床控制系统采用HEIDENHAIN iTNC 530系统。利用NX/Post Builder软件构建DMU-100T机床专用的后置处理器。
3 刀具的选择
为了提高效率,在流道粗加工和流道半精加工过程中,尽可能选用大直径球头铣刀。同时保证刀具直径小于两叶片间最小距离;在叶片精加工过程中,应在保证不过切的前提下,尽可能选择大直径球头刀,即保证刀具半径大于流道和叶片相接部分的最大倒圆半径。在对流道和相邻叶片的交接部分进行清根时,选择的刀具半径小于流道和叶片相接部分的最小倒圆半径。
- 上一篇文章:PLC与触摸屏在开齿机数控系统中的应用
- 下一篇文章:基于虚拟仪器技术多轴步进电机控制系统