



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于ARM的嵌入式数控系统方案研究与应用
2.4插补程序
对于控制零件的轮廓来说,最重要的便是插补功能。由于插补运算是在机床运动过程中实时进行的,在有限的时间内,必须对各坐标轴实时地分配相应的位置控制信息和速度控制信息。由于软插补器时延较大,现在一般采用的是软硬结合的方式,配合FPGA来实现,以保证插补的实时性。
现在的数控系统普遍提出了高速高精度的加工要求,而对于高速高精度的运动控制,缩短采样周期,提高插补精度是前提。同样,由于机床允许的加速度及加速度变化率的限制,要保证机床运行的平稳性及动态的精度,足够数量程序段的前瞻处理优化也是必不可少的。同时,在密集数据处理中不能有数据传输瓶颈,预处理时间要短,从而保证机床连续地高速运行。有了这些基础,通过伺服前馈控制才能减小跟踪误差,在保证高精度的前提下实现高速加工。
2.5轴控制软件
使数控系统运动轴能够进行平稳协调的轨迹运动,是轴控制软件的核心功能。对于数控系统,最重要的是控制轴电机运动。轴控制系统的电流环、速度环、位置环可以在数控系统中实现,也可以在伺服单元中实现。本数控系统的速度环与位置环是在伺服驱动单元中实现的,因此轴控制软件输出的是以脉冲形式表示的位置信号。另外,轴的很多动作是由PLC控制的,所以,还需要提供一些有关PLC控制的接口。而且,也需要对螺距误差的补偿和反向间隙误差的补偿提供相应的函数接口。
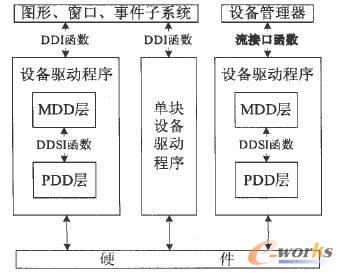
图5 WinCE设备驱动程序
2.6设备驱动程序
设备驱动程序就是让设备与操作系统进行交互通信的一段程序,使得操作系统能够管理硬件设备,向应用程序提供访问使用硬件的调用。WinCE应用程序通过特定的文件系统接口访问设备。图5简单说明了WinCE下的驱动程序结构。
实践证明,依此方案开发的数控系统,具有了更高集成度、更高可靠性、更低成本、更友好的控制操作界面、更多系统资源、更大内存。它满足了新一代数控系统对体系结构的诸多要求,如:强实时性、高速计算能力、网络功能、友好的人机交互界面、开放性等,取得了良好的效果。
- 上一篇文章:基于CAN总线的嵌入式数控系统网络化研究
- 下一篇文章:数控系统分布式测控系统的实现