



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

机器视觉技术对激光切割机的改进
2.3 机器视觉对激光加工技术的完善
一般来说,机器视觉技术从大的方面可分为前端的成像技术和后端的图像处理技术,一个完整的机器视觉系统由光源、镜头、相机、采集卡及处理软件构成(如图2)。从某种意义上来看,机器视觉在一些领域完全可以取代人眼去观察一个生产过程的细节部分,这也是机器视觉的功能的重要体现———把某些人眼无法看到的生产加工过程以图像的形式在计算机上呈现在生产加工人眼的眼前。如果机械视觉应用得当的话,它将更大程度地提高工作效率,缩短工作时间,这也更符合当今世界的生产理念。
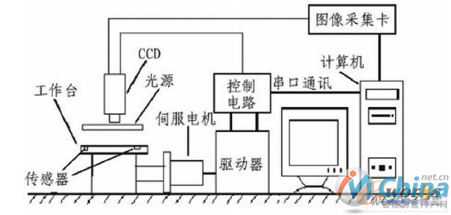
图2 机器视觉组成结构图
2.4 操作方案
设置好拍照参数,在拍摄样品时使样品水平放置在操作台上,为激光切割机输入特定的路径,使之按照规定路线进行小幅图像的拍摄(此时关闭激光)。
2.4.1 对样品切割信息的提取
激光切割机可以快捷高效的完成对输入图像的切割,但是对于复杂且没有切割信息的样品,我们首先要完成的是对样品切割信息的提取。第一步,获得清晰的图像。我们依靠工业相机来完成,由于激光切割对数据的准确度要求较高,拍摄单幅图像时会发生图像边缘部分发生细微形变的情况,或因为视角的倾斜程度、拍摄角度等问题产生失真,我们解决的方法是使工业摄像机平行于切割面进行路线合理的平行移动,每隔一定的距离进行一次拍摄,从而得到一组该样品的切割面平面图像。
2.4.2 图像的编辑与设置
获得图像后开始进行图像的规范,我们需要把这组图像经过图像拼接、图像融合等技术转化为一幅完整的可以进行工作的图像。本文采用了2004 年David Lowe 改进的SIFT算法完成图像序列特征点的提取。SIFT 算法是一种电脑视觉算法,它在空间尺度中寻找极值点并提取出位置、尺度、旋转不变量。SIFT 算法又称尺度不变特征点提取方法,其实现主要包含4 个步骤:①检测尺度空间极值;②精炼特征点位置;③计算特征点的描述信息;④生成本地特征描述符。得到的特征点具有尺度不变性,能够正确的提取尺度和视角变化较大的图像序列中存在的特征点,有效地克服了输入图像中的噪声干扰。下一步骤图像配准采用的是基于特征点的图像配准方法,即通过匹配点对构建图像序列之间的变换矩阵,从而完成全景图像的拼接。为了提高图像配准的精度,本文采用了RANSAC,LM 等算法对图像变换矩阵进行求解与精炼,达到了较好的图像拼接效果。最后进行图像融合,进行图像拼接缝合线处理的方法有很多种,如颜色插值和多分辨率样条技术等。有以上过程可以得到完整图像。

图3 图像处理流程
启用Photoshop 参照激光切割机操作手册进行图像预处理, 处理完成后选择“图像/旋转画布/水平翻转”将图形翻转,在“文件/存储副本”中以“BMP”格式保存图形,图形处理完毕可以在设定参数后输入激光切割机进行工作,从而得到与样品一模一样的成品。对激光内雕机来说,软件系统包含三维图形处理软件,三维图形编辑软件可以导入DXF,BMP,JPG,GIF,PLT 等文件格式进行处理,同时显示三维图形在XY,YZ,XZ 平面的投影以及整个立体图形。可以手工对图形进行相关的处理,以满足自己的要求。
- 上一篇文章:人工智能赋予智能装备以智慧 属硬件高层次应用
- 下一篇文章:大国重器:由数控机床加工迈向高端机器人制造