

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
文章推荐
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

弧焊机器人系统在汽车底盘焊接中的应用
首先介绍机器人焊接系统的常见应用方式及焊接机器人柔性系统,其后探讨多种机器人焊接新技术的应用及发展情况。
机器人焊接自动线
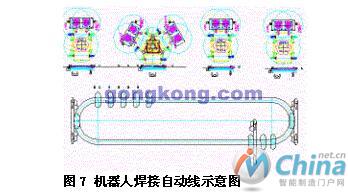
(见图7)机器人焊接自动线是今后轿车底盘焊接的主要发展方向。该形式由多台机器人焊接系统和悬挂输送链组成,由多台机器人之间的配合来完成一个产品的焊接加工。由于每道所焊的焊缝数较平均,所以对整个产品的焊接变形影响小。
目前桑塔纳前悬挂焊接生产线、帕萨特后桥焊接生产线均采用此形式。
焊接机器人柔性系统
随着市场竞争加剧,汽车行业面临品种多、批量少的改型性的新车型需求,要求焊接机器人系统必须高度柔性化。焊接机器人系统的柔性化,即:适应于不同零件的焊接夹具;能短时间内快速调换气、电信号、配管、配线快速改换;控制程序必须能预置和快速转换,最大程度地发挥机器人特点以使一套机器人系统能根据需要焊接多种零件和适应产品多样化和改进的要求。可快速调换夹具的二、四工位焊接机器人系统能体现系统柔性化。
二工位点焊机器人系统
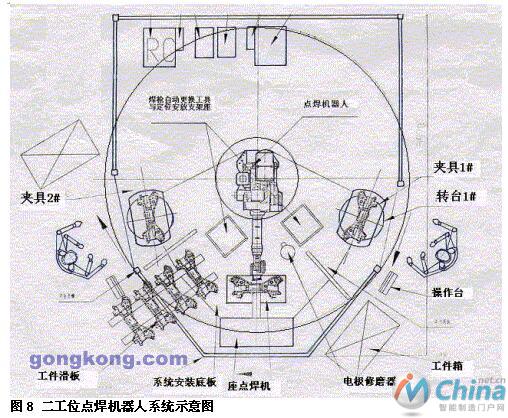
(见图8)系统由一台标准的点焊机器人、两个采用机器人外部轴伺服驱动的回转工作平台及电极修磨器、冷却系统等周边装置组成。其柔性主要体现在以下几点:
给标准点焊机器人配备了快速交换连接器。通过快速交换连接器,可实现机器人焊钳的快速自动更换,不但可满足复杂产品各个部位的焊点焊接,而且,在更换产品时,只需更换合适的焊钳就可以了。
柔性的系统控制。该系统的主控系统采用PLC为主控单元,配以远程I/O模块,通过机器人的远程I/O模块,实现对机器人、夹具、夹具工作平台及周边装置的控制。PLC程序采用结构化方式编制,各个子程序分别对应于一个功能,对于不同工件,只需调用或修正不同子程序,不需重新编程。不同产品的焊接内容及夹具气缸的动作关系的设计和操作完成后,可以长时间储存,更换产品时可直接调用。操作控制采用触摸屏,减少了大量复杂的连线,同时可以为不同工件专门设计不同的操作及状态显示界面。
采用机器人外部轴伺服驱动的回转工作平台。该平台除可以承受较大的径向和轴向力外,同时采用机器人外部轴伺服驱动和控制转台,从而使转台有极好的启停特性,并与机器人实现协调运动,可实现多工位焊接。在回转平台上装有远程模块,转台中心留有气路和电路出口专用快速接头和多芯插口,以便使夹具可快速装拆。
这套系统已成功的生产了金杯副车架、后桥及派力奥横梁、摆臂等多种产品,且产品更换方便快捷。
四工位的弧焊机器人系统
该系统有两台KR15弧焊机器人、一个四工位旋转式转台、夹具回转变位装置及清枪器、焊机等周边装置组成。其柔性主要体现在机器人工作范围较大,功能较全。夹具回转变位装置安装法兰上装有远程模块,远程模块预留多芯航空插头,在更换夹具时,可方便地与夹具上的相应接口连接。夹具回转变位装置端部有压缩空气快速接头,可方便快速地与夹具的气路连接,在2~3分钟内便可以实现新夹具与变位器的机械连接。
机器人焊接新技术应用
TCP(tool center point工具中心点)自动校零技术
焊接机器人的工具中心点就是焊枪的中心点,TCP的零位精度直接影响着焊接质量的稳定性。但在实际生产中不可避免会发生焊枪与夹具之间的碰撞等不可预见性因素导致TCP位置偏离。通常的做法是利用手动进行机器人TCP校零,但一般全过程需要30分钟才能完成,影响生产效率。TCP自动校零是用在机器人焊接中的一项新技术,它的硬件设施是由一梯形固定支座和一组激光传感器组成。当焊枪以不同姿态经过TCP支座时,激光传感器都将记录下的数据传递到CPU与最初设定值进行比较与计算。当TCP发生偏离时,机器人会自动运行校零程序,自动对每根轴的角度进行调整,并在最少的时间内恢复TCP零位。
目前在波罗后桥及帕萨特副车架的机器人焊接生产线上均采用了该技术,大大方便了设备调整,节约了调整时间,提高了产品的质量。
双丝高速焊接技术
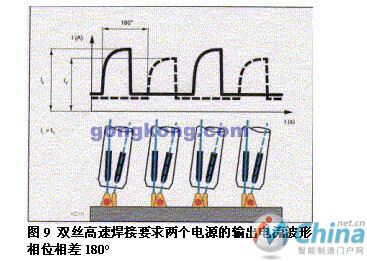
双丝高速焊不仅焊接效率比传统焊接方式高,而且热影响区小,产品的疲劳强度有所提高。目前双丝焊主要有两种方式:一种是Twin arc法,另一种为Tandem法。焊接设备的基本组成类似,都是由两个焊接电源、两个送丝机和一个共用的送双丝的电缆。为了防止同相位的两个电弧的相互干扰,常采用脉冲MIG/脉冲MAG焊法,并保持两个电弧轮流交替燃烧。这样一来,就要求一个协同控制器保证两个电源的输出电流波形相位相差180°(如图9)。当焊接参数设置到最佳时,脉冲电弧能得到无短路、几乎无飞溅的过渡过程,真正做到“一个脉冲过渡一个熔滴”,每个熔滴的大小几乎完全相同,其大小是由电弧功率来决定。
目前在波罗下摇臂焊接中采用了Tandem方式,主枪与次枪均采用脉冲式,其焊接速度可达30mm/s, 不但提高了焊接效率,而且产品疲劳强度远远高于类似的单丝焊。
机器人等离子切割技术
对机器人焊接质量提出高要求,势必对冲制件的匹配性提出了更高要求。尤其是针对管状件的相贯线形焊缝,对冲制件的匹配轮廓度要求小于0.5mm,传统的冲压工艺很难直接保证达到此要求,于是,机器人等离子切割走进了汽车底盘零部件焊接生产线。机器人等离子切割是由普通的抓举机器人持等离子割炬按机器人编程轨迹进行匀速切割,氧气作为切割气体,氮气起保护作用,所切割工件边缘平滑,轮廓度小于0.3mm,保证焊接的质量稳定。当产品尺寸需要改进时,无需对冲压模具进行改进,只需对机器人切割轨迹进行简单的调整即可满足生产,可节约大量生产成本。
模块式夹紧机构的应用
在传统的底盘焊接机器人系统中夹具通常采用的是四连杆机构,该机构有夹紧和自锁的功能,但结构体积较大,影响了机器人。
本文来源于互联网,e-works本着传播知识、有益学习和研究的目的进行的转载,为网友免费提供,并以尽力标明作者与出处,如有著作权人或出版方提出异议,本站将立即删除。如果您对文章转载有任何疑问请告之我们,以便我们及时纠正。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:智能制造困境:三大智能技术如何破局?
- 下一篇文章:FANUC弧焊机器人在叉车生产中的应用