



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

机器人点焊系统的应用
四、系统软件的设计
本系统的软件设计主要分为两个部分:PLC软件编制和触摸屏软件的编制。PLC程序主要用来实现对传送带的变频电机的控制、工位夹具的电磁阀的动作、控制机器人的点焊程序及生产数据的跟踪移动等等。触摸屏主要是一个操作平台和监视平台,通过它可以实现运行模式的切换、机器人修磨参数设置、故障状态的实时报告、机器人焊接程序状态显示、机器人修磨状态显示、各工位车型参数显示等等功能。友好的操作平台是一个系统应用过程中至关重要的。
1、PLC调用机器人程序
通过PLC的程序来调用机器人的程序是PLC在机器人系统中特有的应用。机器人的I/O信号分为SDI/SDO、UI/UO、GI/GO、AI/AO等。SDI/SDO是常规的I/O信号,它通过机器人程序来控制ON/OFF状态,可用来和PLC进行通信。UI/UO是机器人内部的I/O信号,各有20个,每一个都有特定的含义,用来表示机器人的当前状态和参数设定,它不能通过机器人的程序来控制信号的ON/OFF状态,PLC通过UO信号可以了解机器人的当前状态,通过控制UI信号可以控制机器人调用程序、暂停程序、重启动程序、停止程序等。AI/AO是模拟量信号。GI/GO是组信号,一般为机器人内部使用。PLC调用机器人的程序有两种方法,一种叫RSR程序调用,另一种叫PNS程序调用。PNS能调用的程序可达到63个,所以本系统采用的是PNS方法来调用机器人的程序,这样为以后增加生产车型留出了余量。PNS方法调用机器人的时续图如图3所示。当PLC收到机器人发出的CMDENBL(UO信号)表示机器人准备好接受程序调用,PLC发出PNSIPNS8(UI信号)8位二进制程序号,接着PLC发出PNSTROBE(UI信号)表示对所发出的程序号的确认,大约30ms后机器人内部自动读程序号,读完程序号后在130ms内发出SNOI-SN08(UO信号)8位程序号反馈和SNACK(UO信号)反馈确认,供PLC比较发出的程序号和反馈回来的程序号是否相同,确保调用的程序不会出错。然后PLC发出PRCO-START(UI信号,下降沿有效),启动调用的机器人程序,机器人运行后发出PROGRUN(UO信号)表示机器人已经运行。
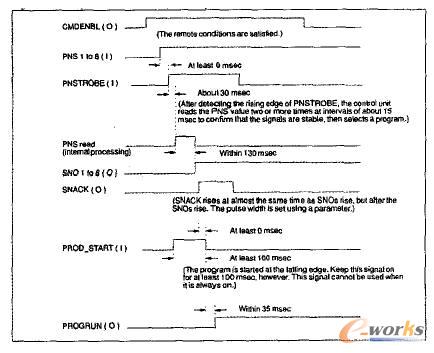
图3 PNS方法调用机器人的时续图
2、触摸屏程序
触摸屏程序使用NS-Designer软件编制,整条线上共有II台,分别监管不同的工位。其画面主要有Line Layout、Line Control、Robot Monitor、Production Counter、Production Control、Production Change、Tip Dress Monitor、Auto Tip Dress Setup、Manual Tip Dress、Manual Tip Dress Setup、Alarm Monitor等。Line Layout监视整条线的急停、光栅、工位原点等状态。Line Control实现手动、自动的切换、Robot Monitor主要监视机器人的电源、示教、原点、工作完成、启动条件、是否焊接、有无故障等状态。Production Counter、Production Control和Production Change是对生产数据的记数、显示和在条件允许的情况下手动更改生产数据。Tip Dress Monitor、Auto Tip Dress Setup、Manual Tip Dress和Manual Tip Dress Setup都是和机器人修磨电极帽相关的,可实现修磨次数、修磨电机正反转时间和转动圈数、修磨电机停顿时间的参数设置,启动手动修磨程序,同时还可监控修磨状态。Alarm Monitor记录了故障发生的时间和内容,为保全第一时间排除故障提供依据。
五、结束语
汽车制造从诞生到现在经历了手工制作一机械化一自动化等几个时代,其中每一次演变都代表了生产效率的一次飞跃。随着汽车消费需求的增长,汽车行业需要不断突破产量的瓶颈、降低生产成本,因此机器人点焊系统将大量的应用到汽车生产中,机器人点焊系统以其优越的性能、灵活的通讯网络的可扩展性,必定会大量取代人工点焊,其应用领域也可扩展到其他点焊生产中。
- 第1页:机器人点焊系统的应用(1)
- 第2页:机器人点焊系统的应用(2)
- 上一篇文章:工业软件在未来制造业中的作用
- 下一篇文章:SCADA自动化软件平台综述