

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
文章推荐
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

数控加工工艺设计
无论是手工编程还是自动编程,在编程前都要对所加工的零件进行工艺分析,拟订工艺方案,选择合适的刀具,确定切削用量。在编程中,对一些工艺问题(如对刀点,加工路线等)也需要做一些处理。因此,数控编程的工艺处理是一项十分重要的工作。
3. 平面轮廓零件
常用数控铣床加工。应注意:
(1)切入与切出方向控制:图6左图的径向切入,工件表面留有凹坑;右图切向切入、切出,工件表面光滑。
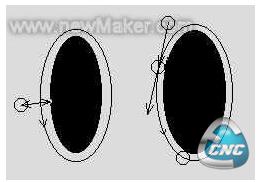
图6
(2)一次逼近方法选择:只具有直线和圆弧插补功能的数控机床在加工不规则曲线轮廓时,需要用微小直线段或圆弧段去逼近被加工轮廓(其误差称为一次逼近误差),逼近时,应该使工件误差在合格范围同时程序段的数量少为佳。
4. 立体轮廓零件
(1)考虑工件强度及表面质量:图7b,该形状的工件受力后,强度较a差,c的表面质量最好。
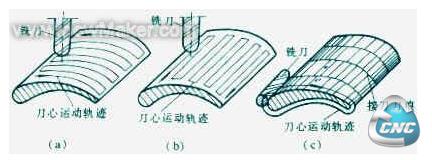
图7
(2)考虑机床的插补功能:加工飞机大梁直纹扭曲面时,若加工机床三轴联动,只好用效率较低的球头铣刀;若机床为四轴联动,则可以选用效率较高的圆柱铣刀铣削(图8)。
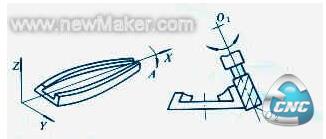
图8
- 第1页:数控加工工艺设计(1)
- 第2页:平面轮廓零件
- 上一篇文章:多通道数字化仪PCI-9846在超声波检测系统中的应用
- 下一篇文章:机器视觉在布匹生产在线检测系统应用