



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

自动换刀装置的结构原理与常见故障
1、首先我们将机床调至手动状态,通过刀位选择按键进行目的刀位选择,有的系统是利用波段开关的形式进行实现,有的系统是利用记数的形式来实现,比如说通过检测刀位选择信号(X30.6)的状态,如果按下刀位选择按键,X30.6的状态应该会改变一次,计数器的数值会发生改变,系统选择的目的刀具也会发生相应的改变。
2、选择目的刀具完成以后,下面就是将机床刀架的当前刀位转换到目的刀位。我们按下刀位转换按键X30.7以后。这时系统PLC输出一个刀架正转信号Y0.6,KA6吸合;KM5吸合,这时刀架电机开始正向旋转,刀架开始正转。
3、刀架在正向旋转的过程中不停的对刀位输入信号进行检测,如图3所示,每把刀具各有一个霍尔位置检测开关。各刀具按顺序依次经过发磁体位置产生相应的刀位信号。当产生的刀位信号和目的刀位寄存器中的刀位相一致的时候,PLC认为所选刀具已经到位。
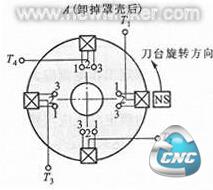
图3
4、刀具到位以后,刀架仍继续正向旋转一段时间,然后停止正向旋转(Y0.6停止输出),延时一段时间以后,刀架反转控制信号Y0.7有效,此时刀架开始反转,反转过程其实就是刀架锁紧的过程,此过程延续一段时间,直到刀架锁紧到位,但反转时间不宜过长或过短。过长就有可能烧坏电机或造成电机过热空开跳闸,时间过短有可能造成刀架不能够锁紧。刀架锁紧以后,整个换刀过程结束。
安全互锁
1、架电动机长时间旋转,而检测不到刀位信号,则认为刀架出现故障,立即停止刀架电动机,以防止将其损坏并报警提示;
2、刀架电动机过热报警时,停止换刀过程,并禁止自动加工;
我们现在已经对此种刀架的换刀原理有所了解,那么对于此种刀架在工作过程中常见的一些故障我们应该很容易分析出他的原因。常见的故障现象如下:
故障现象一:选择了目标刀位,按下刀位转换按钮以后,电动刀架不转;
故障现象二:选择了目标刀位,按下刀位转换按钮以后,电动刀架转个不停;
我们现在就以这两种比较典型的故障现象来分析一下故障原因,希望大家有所收获,比如故障现象一;这是比较常见的一种故障现象,出现此现象后我们应该利用怎样的方法才能够比较容易去解决。
从上面的叙述中我们已经了解了换刀的整个过程, 如图四,如果刀架不动,我们应该怎么样去检修呢?
1、首先我们可以利用现象比较明显,比较容易观察到的地方来进行判断,在这里我们可以把接触器作为一个特殊点,以接触器为分界点,作出一个初步判断,可以观察一下接触器是否动作,如果接触器动作我们可以听到接触器吸合的声音,相反则听不到。
2、接触器吸合的情况下,我们可以判断出换刀过程中的① ④没有问题。那么问题应该在⑤ 或 ⑥上,具体原因如下:
1)电机电源缺相或电压过低;
2)接触器主触点被烧坏或接触不良;
3)刀架电机电源相序错,造成电机旋转方向发生改变,刀架选刀的过程变成刀架锁紧的过程;
4)电机被烧坏;
5)刀架锁得太紧或被机械卡死等。
3、接触器在没有吸合的情况下,我们可以判断出故障原因有可能出在①⑤这几步上,具体分析过程如下:
1)KM5没有吸合的情况下,观察KA6是否吸合,如果KA6已经动作,那么可以测量一下KM5线圈有没有烧坏,控制电缆有没有断线,KA6的触点接触是否良好。
2)如果KA6没有动作,可以通过观察PLC的输入输出寄存器的状态来确定刀架正转信号Y0.6是否有输出,如果有输出,可以检测一下继电器KA6线圈是否被烧坏,PLC输出板是否有问题,系统PLC到KA6的连线是否有问题。如果没有输出,则检查一下是否PLC编写有误,是否有些换刀条件没有满足。
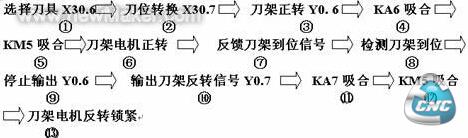
图四
- 上一篇文章:多通道数字化仪PCI-9846在超声波检测系统中的应用
- 下一篇文章:机器视觉在布匹生产在线检测系统应用