



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

PowerMILL智能化粗加工和相关技巧
通过残留模型清角刀路最后效果如下:
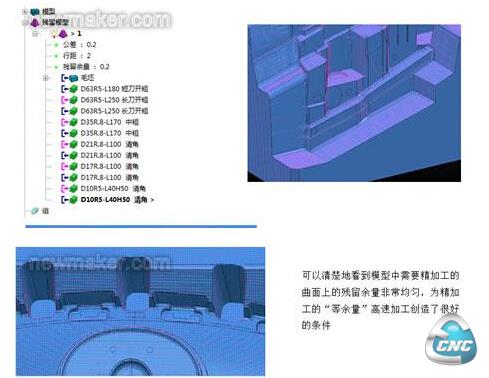
智能细节三、PowerMILL不安全段移除
不安全段移除是为了避免加工过程中区域太窄造成不安全事故发生,此类事故一般表现为轻者“伤刀动模”、重者“机毁模亡”,这类“烧刀”和“撞刀”事故后果是非常严重的。面对结构复杂的模型,如果没有智能化的CAM计算方式,编程人员往往要花大量的心血来清除刀具不安全加工范围。而PowerMILL可以自动准确地过滤掉当前刀具的“盲区”,安全进行切削。
接上例模型中斜顶槽加工,最中间一个斜顶槽位:测量结果如下:
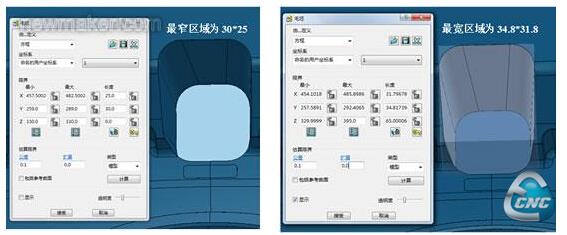
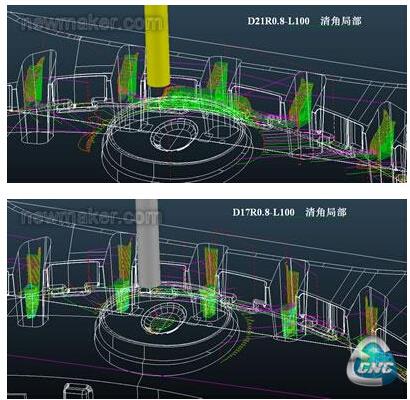
一般初级工程师会认为只要用小于直径25的刀即可,比如我们选一把D21R0.8的牛鼻刀来加工,结果如下:
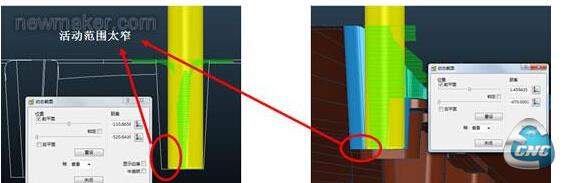
刀具活动范围太窄,这种情况加工过程一般表现为刀粒损耗很快,容易烧刀。
PowerMILL的解决方法如下:
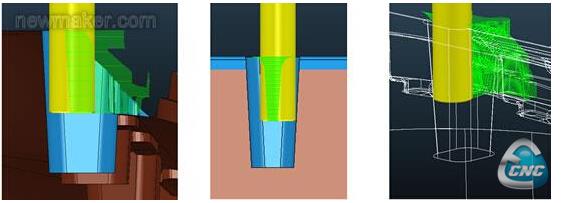
在策略面板中选择“将小于分界值的段移去”即可。分界值为刀具直径百分比,一般开粗为0.6以上就好了,如果是上刀粒的牛鼻刀中间盲区比较大的话可以多给一些,个人经验认为0.8就好了。也就是说最短刀具路径不能少于0.8刀具直径。
计算结果为:
可以看出在小于刀具直径0.7的活动范围区域已经被过滤掉,也就是说在长和宽均小于21+21*0.7=35.7的区域将不会加工,而要把这个槽开粗做好我们要用多大的刀呢?方法为:槽最窄区域的最长边长/(1+分界值) > 刀具直径 就可以了,本例中最窄区域为30*25,假如我们的分界值为0.7安全开槽的刀具直径为:30/(1+0.7)=17.647 所以我们可以用直径17mm以下的刀安全的开粗出来。
本人在PowerMILL残留模型加工中结合不安全段移除和自动碰撞计算做出的最终刀路如下图:
通过这个粗加工实例我们可以看到PowerMILL安全准确地识别工件特征并根据工程师给出的加工环境智能地生成优化的刀具路径过程,再加上PowerMILL对多核计算的完全支持,编程工程师可以轻松地快速有效地完成复杂的编程工作。PowerMILL可以让一个工程师从机械编程中解脱出来,用充分的时间用来规划我们的加工工艺,用更多的更好的策略来提升产品的加工效率和加工品质。总之, 使用PowerMILL的每一位敬业的工程师既是一个加工项目的管理者,更是一个现代高速加工行业的雕刻艺术家。
- 上一篇文章:Infor,建立伙伴联盟深耕关键行业
- 下一篇文章:多通道数字化仪PCI-9846在超声波检测系统中的应用