



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

POWERMILL在叶轮四轴加工中的应用
3.2 叶轮的加工工艺方案
通过对整个模型的分析,我们可以确定基本的加工工艺流程为:a.在POM塑料上车削加工回转体的基本形状;b.参考线精加工策略开粗叶轮的流道;c.曲面精加工策略精加工叶片内侧曲面;d.曲面精加工策略精加工叶片外侧曲面;e.曲面投影精加工策略精加工叶轮的流道;f.曲面精加工策略清1.5MMR角。整个零件采用PowerMILL10.0软件编程,选用普通的合金涂层刀具加工,加工机床为日本MAZAK NEXUS 6000_Ⅱ卧式加工中心。
3.3 叶轮的编程
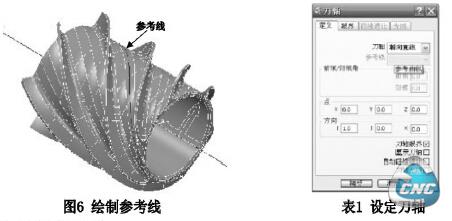
a.参考线精加工策略开粗叶轮流道
叶轮流道出水口处宽度为15MM、进水口处宽度为9MM。开粗叶轮流道只能选择直径小于¢9MM的平底刀,为了给精加工留有足够的余量,我们现在选取尽可能大的刀具¢5MM的平底刀进行加工。我们先在叶轮底面中心处绘制一条线作为刀路的轨迹线;设定刀具的刀轴朝向原点为(X0.Y0.Z0.)平行于X轴的直线;运用参考线精加工策略设置各个加工参数,产生如图1显示的刀路。参考线精加工策略产生的刀路,特点是所有刀路将按照所画参考线轨迹,沿着刀轴的方向,向上或向下以设定的步距偏置出多条刀路。由于零件是由6片形状完全相同且均布在圆周上的叶片构成,所以我们可以通过复制旋转的方法产生其他5个槽的程序。
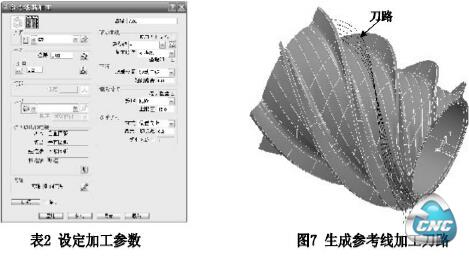
b.曲面精加工策略精加工叶轮内侧曲面
开粗完叶轮流道后,每片叶片都留有单边2MM以上的余量。根据余量的分布和根部R角大小,我们选择¢6R1的牛鼻刀对内侧叶片进行精加工。分析模型时我们发现,整个叶片的侧面是由一整块可展直纹面构成,因此我们选择曲面精加工策略加工叶片。曲面精加工策略是按曲面的UV方向对单一的模型曲面进行加工的加工策略,它不受投影方向的限制,只按所选曲面的经纬线方向产生出刀路轨迹。选取叶片的内侧曲面,设定完加工参数后,通过计算我们可以得到图2刀路。

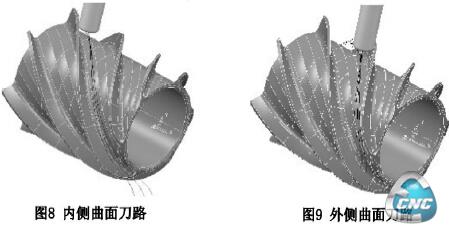
c.曲面精加工策略精加工叶轮外侧曲面
同样,我们使用曲面精加工策略,选取叶片的外侧曲面,可以得到如图3所示刀路。
d.曲面投影精加工策略精加工叶轮的流道
对于叶轮的流道,我们选用¢4MM的球头刀,运用曲面投影精加工策略加工。曲面投影精加工是以所选曲面作为投影源,对单一的模型曲面按UV方向进行轨迹投影的加工策略。曲面投影精加工只能对单一的模型曲面进行编程,而叶轮底面有3块自由曲面,因此我们只能分别选取曲面,计算出3个刀路后,将刀路叠加成一个精加工的程序。我们设好刀轴,先选取中间的一块曲面,设定加工参数,计算出第一条刀路(注意UV方向的设置),以相同的方法分别将其他的底面生成刀路,用刀路叠加功能得到图4刀路。
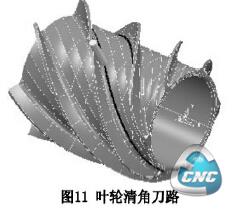
e.曲面精加工策略清1.5MMR角
因为加工叶片时¢6R1的牛鼻刀会与叶轮槽底部的曲面发生干涉,所以叶轮根部的R角需要进行清角加工。我们选用¢2MM的球头刀,设置好刀轴,选择叶轮根部内侧R1.5MM的曲面,用曲面精加工策略计算出第一条清角刀路,以相同的方法,计算出清外侧R角的另一条清角刀路,将两条刀路叠加获得如图5的刀路。
- 第1页:POWERMILL在叶轮四轴加工中的应用(1)
- 第2页:叶轮的加工工艺方案
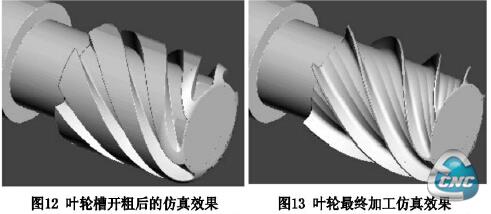
- 第3页:叶轮的加工仿真
- 上一篇文章:数控车床加工椭圆的方法探讨
- 下一篇文章:数控粗加工走刀和进刀方式的研究