



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

新型的中小功率激光加工机数控软件设计
以切割一组字体为例:如果定义加工轨迹为按层次号的大小来排序,势必导致加工效率的低。下,因为多字加工时会跳字加工,从而导致多余的空走。事实上如果不是错误的话,每个字的最外层轮廓均处在第二层上,即边框(边框是虚拟出来的,把加工界面的最大尺寸作为整个图形的最外层,其层号为1)的里面一层,这样完全可以一个字一个字的加工,因此我们定义的力n-c_轨迹是对每个处于第二层上的轮廓进行顺序加工,而对于该轮廓的加工则采用对该轮廓包含的所有轮廓按层次号大小进行排序加工,先大后小。
(2)速度均衡处理
实际加工时,按照一段一段直线来运行。如果对于每一段直线均采取同样的加工速度,势必导致步进电机的运行丢步。因为当加工路径出现锐角时,电机加速度要求过高,必然导致丢步。如果对于每一段直线均采取加速、匀速、减速3段方式执行的话,有如下缺点:首先是加工质量下降,由于电机行走速度不稳,导致加工断面的不平整;其次是很短的直线不够加减速的行程;再次是加工效率低下。
我们采用的方案是根据当前要加工直线的下一段直线与本直线的夹角来决定。本段直线是否需要减速,减速到什么速度,根据当前的速度(即当前要加工直线的起点的速度,也是上一段直线加工结束时的速度)的大小及方向决定本段加工直线是否需要加速以及从什么速度加速。这样在加工平滑路径时能保持较均匀的速度,而加工锐角路径时又能够加减速,从而保证步进电机的正常运行而不会产生丢步。
如图3所示,我们定义在一个直线段的终点的速度与本直线段下一直线段的夹用成一函数关系。根据对各种步进电机的矩频特性曲线及负载大小情况,我们提供了多种函数,以适应不同的机械结构和电机参数。以下举几个例子:
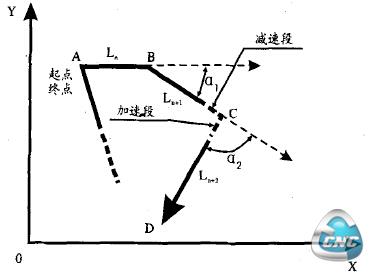
图3程序处理流程图
在AB、BC段,α1<π/2,一般不需要加减速处理;在BC、CD段,钝角(α12≥π/2)加工路径时要根据不同的电机特性进行加减速处理,提供了直线方程、二次方程和自定义方程的3种加减速方式,可以满足任意加减速要求。
以下是几种加速的函数:

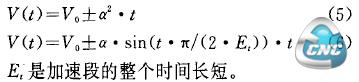
根据上述的数学模型,应用c语言编制了激光加工运行程序,经过反复实验取得了理想的效果。速度匀衡处理程序流程图见图4。
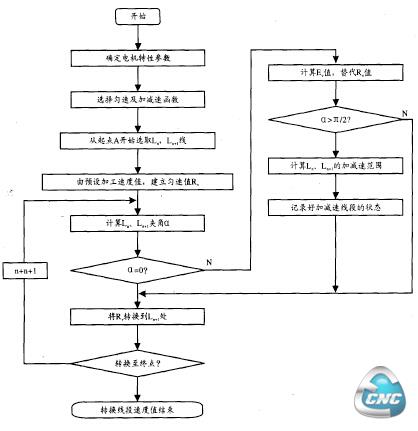
图4 速度匀速处理程序流程图
对某一组矢量轮廓曲线,经过以上程序软件的自动排序及速度设置后,将分别作用在X、Y分量上的路径通过转换输出程序,生成能够驱动步进电机的脉冲代码,直接经过计算机并口输出。由于对激光加工运行方式从软件程序上进行了较精确的处理,因此在输出方面取消了传统的位控板输出方式(见主程序框图)。
4 结束语
新型的激光加工数控软件在实用性方面做了进一步改进,如增加了自动回零定位、局部重复加工及动态运行速度的调整等功能。该软件现已装备在天津市激光技术研究所生产的多台中小功率激光加工设备上,并受到用户的一致好评。
- 上一篇文章:基于VC++和MATLAB混合编程的数控软件开发
- 下一篇文章:一种面向多任务多通道的数控系统软件设计