

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
文章推荐
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

PLC源程序在华中世纪星维修实验台中编译及加载的实现
数控系统的内置型PLC作为摸不着的自动控制单元,不易被人理解。通过用户编写的PLC源程序在华中数控系统中的编译、加载及运行的实现,来说明内置型PLC的运行机理,为更好地诊断机床故障和扩展机床功能提供思路。
3 PLC源程序在华中C系统中的编译及加载
保存并退出编辑文本后。对于数控铣床,在数控系统的PLC目录下,输入如下命令即可生成执行文件:C:\HNC-21\pie>makeplc plc—null.cld(回车)而对于数控车床,必须在数控系统的PLC目录下,修改M.bat文件(M.bat文件是建立的编译PLC源文件的批处理文件)。具体操作如下:
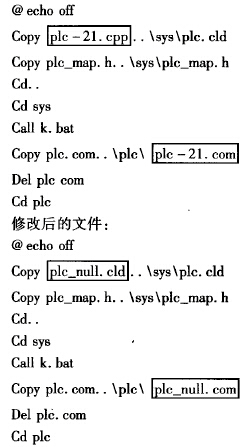
修改完后,此时仍然在PLC的目录下,这时运行M.bat文件,系统就会自动对PLC的源文件进行编译,其编译过程如下:

系统会响应:
并且又回到DOS提示符下:c:、HNC-2I\plc)这时表示PLC程序编译成功,编译结果为文件plc—null.eom。然后,更改数控软件系统配置文件NCBIOS.CFG,并加上一行文本:device=C:\HNC.21ff\plc\pie—null.tom,让系统启动时加载新近编写的PLC程序,具体操作如下:
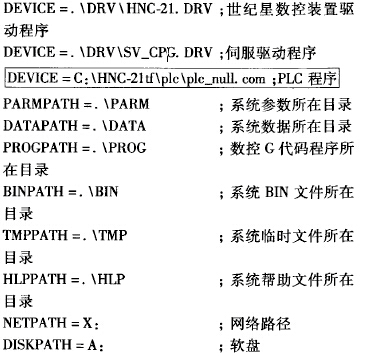
在DOS环境下,进人数控软件所安装的目录,如c:、HNC-2Iff、在DOS提示符下敲入如下命令:c:\HNC-21tf)edit ncbios.cfg(回车),可编辑数控系统配置文件。一般情况下,配置文件的内容如下(具体内容因机床的不同而异):
以上任务完成后,重启华中数控系统,用户编写的PLC程序就能被系统运行。
4 结论
通过上述工作,实现了用户编写的PLC源程序在华中数控系统的运行,不但更深地理解了开关量顺序控制的PLC控制的机理和更好地诊断机床故障,而且为PLC内置型数控系统的功能扩展提供了思路。
本文为授权转载文章,任何人未经原授权方同意,不得复制、转载、摘编等任何方式进行使用,e-works不承担由此而产生的任何法律责任! 如有异议请及时告之,以便进行及时处理。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:数控软件系统的升级及实时控制性能的测试
- 下一篇文章:基于Windows CE的数控软件开发与实现