



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

线切割自动编程数控软件在数控铣削加工中应用
4 程序可读性问题的解决
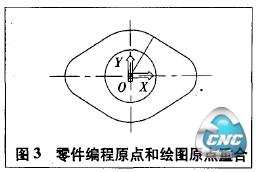
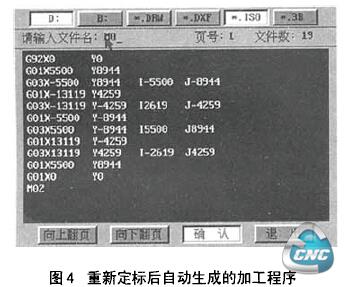
由于在绘制零件图时零件的位置是随意确定的,因此零件上各点的坐标都是相对于绘图的原点的,和实际的编程原点存在着坐标平移。从图2的加工程序中可以很清楚地发现,这样生成的线切割加工程序不易读懂。因此,在程序中加入z轴运动指令、切削用量参数、刀补信息和机床辅助指令信息时就容易出错。解决方法就是在画图时首先要定标,即考虑零件的摆放位置,使零件的编程原点和AutoCAD2000的绘图原点重合,如图3所示。显然,通过这样的处理后自动生成的程序(图4所示)就很容易读懂。
5 铣削加工程序的编写
在生成了易懂的线切割加工程序后,在轨迹程序中加入铣刀z轴运动指令、刀补信息、切削用量信息和机床辅助指令信息,即形成数控铣削加工程序。以加工图1零件外轮廓为例,程序如下:
N01 G90G54G17T1 D1 G00XOY0:
Z5:
N02 G42 X5.5 Y8.944:
N03 G01 Z-2M3 S600F50:
N04 G03 X-5.5 Y8.944 I-5.5 J-8.944 F60;
N05 G0l X-13.1 19 Y4.259 F100:
N06 G03 X-13.1 19 Y-4.259 12.619 J-4.259 F60:
N07 G01 X-5..5 Y-8.944 F100:
N08 G03 X5.500 Y-8.944 15.500 J8.944 F60:
N09 G01 X13.1 19 Y-4.259 F100:
N10 G03 X13.1 19 Y4.259 I-2.619 J4.259 F60:
N11 G01 X5.5 Y8.944 F100:
N12 G002100:
N13M05:
N14M02:
6 结论
本文提出了一种应用线切割编程数控软件编写数控铣削加工程序的方法。实践表明,该方法用于编写数控铣削加工程序,非常简单、实用。
- 上一篇文章:数控系统参数的备份及其数控软件的开发
- 下一篇文章:切齿仿真在数控铣齿机数控软件设计中的应用