



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于PMAC的数控系统软件开发研究
2 举例
在硬件系统方面,设计了一套基于PMAC运动控制器的五轴数控系统试验平台,其中;个移动分别由步进电机直接驱动,光栅尺和编码器反馈,两个转动分别由步进电机经蜗轮蜗杆副减速传动,编码器反馈。 运动控制器采用PMAC-PC104八轴卡,上位机采用工控机(IPC),采用RS232串口通讯。 数控系统软件是在Windows 2000操作系统下,以Vsual Basic6.0为开发工具,采用面向对象的编程方法,充分利用PMAC的动态链接库中的函数,实现了数控系统的基本功能。 系统软件主界面如图2所示,其功能树如图3所示。 具体实现的功能包括’ 人机接口界面"系统初始化、坐标轴选择、手动控制、坐标位置实时显示、速度控制及G代码的编辑、下载等。
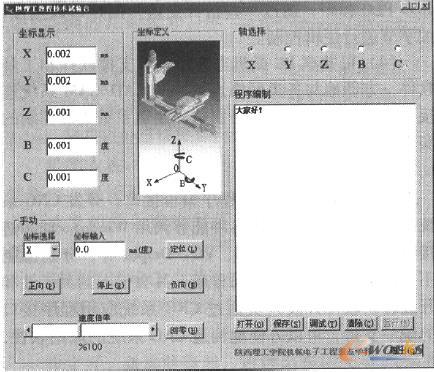
图2 数控系统软件主界面
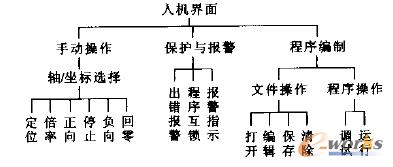
图3 人机界面功能树
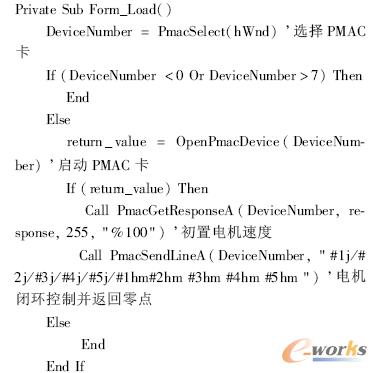
2.1 系统初始化
系统的初始化在系统软件运行过程中完成,主要进行PMAC的选择和参数预置等功能。 初始化代码如下。
2.2 手动控制
手动控制有轴选择、各轴的点动进给、精确定位、回零点和电机速度控制等功能。 轴选择通过一组单选按钮OptionButton控件实现,使用Case语句触发各选择,保证每次只能选择一个轴,同时在手动控制框下也可以选择,利用ListBox实
现,二者是同步的,实现相同功能。 精确定位是通过在坐标输入文本框中输入坐标值,控制各轴电机运动的距离为给定坐标值,同时利用反馈来比较,保证定位的精度。 速度控制是通过改变PMAC的I变量来实现的。 所有手动功能都是通过API函数PmacGetResponeA来实现,通过改变string给PMAC发送不同的指令。 其中轴选择的string为“#n”,点动的string为“#j+”或“#j-”,精确定位的string为“#nm172- >L”两条语句来实现。
2.3 坐标位置实时显示
这里利用了提timer定时器控件,系统的状态以及各种参数变量都存储在PMAC内存中,分别用M变量去指向各状态的地址,可通过操作M变量进行状态的读取和参数的写入以及完成I/O口的控制。
2.4 G代码的编辑& 下载和编译
G代码就是数控系统的运动程序,实际上也是坐标轴的运动控制程序,也就是加工程序。 PMAC的运动程序语言有它自己的特点,采用类似于BASIC的高级语言编程,以调用子程序的形式支持加工程序的G代码编程。
PMAC的运动程序可以通过它的G]FK$,终端窗口编写,程序送到缓冲区后,可以在终端窗口键入“&mBnR”运行程序,其中m为坐标系号,n为程序号;如果是在文本编辑器中编写的程序,必须将其下载到PMAC中,然后才能运行。 由于PMAC内存有限,几百K以上的大程序不能一次下载运行,这就要用到循环运动程序缓冲区。 循环运动程序缓冲区允许在程序执行期间对程序进行下载,并覆盖已经执行的程序行,这就能够连续执行比PMAC的存储空间大的程序,并且实时下载程序行。
数控程序中的G代码和M、T、D等功能指令由G代码解释程序、M代码解释程序、T代码解释程序和2代码解释程序分别进行解释。 这4个解释程序分别以运动程序PROG1000、PROG1001、PROG1002和PROG1003的形式存在,在系统调试时由PMAC可执行程序将它们下载到PMAC的固定内存中,在实际加工中被PMAC自动调用。 主界面中的“调试”按钮即用于实现这一功能,并在调试过程中发现错误后通知编程者,其程序代码为:
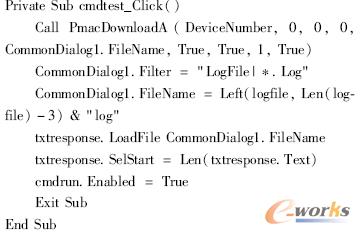
PMAC将G、M、T、D代码作为子程序来调用!在解释程序中,可以针对特定的机床定制代码。 在运动程序中遇到G代码时,将会调用解释程序PROG1000,跳转到解释代码行,如G17将跳转到PROG1000的N17000行。
2.5 PLC功能的实现
PMAC内置有PLC控制和编程功能,它是以循环逻辑顺序来执行命令,但它的编程方式不是梯形图编程,而是采用类似于BASIC等高级语言的编程方式!不需要专用编程器,执行速度更快。
PMAC的内置PLC与NC共用CPU,利用CPU的余力来发挥PLC的功能,所以I/O点数较少。 通过PC程序可以完全地对PMAC变量和I/O进行操作,并且它具有非同步的特性,因此它能有力地协助运动控制程序完成任务。
3 结束语
开放式数控系统(ONC)是目前数控发展的趋势,而PC机+可编程运动控制器型开放式数控系统是发展的主流。 笔者开发的基于PMAC的五轴数控系统试验平台,结构简单,数控系统软件运行良好,用户可根据自己的需要进一步开发,真正实现了数控系统的开放性,达到了开放式数控系统的要求。
- 上一篇文章:CAD/CAM技术在曲面壳体零件加工中的应用
- 下一篇文章:数控人机界面编辑系统的设计与实现