



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

机床数控软件化结构体系
2 完备数字机床及其控制器
在图1所示系统中.完备数字机床控制器硬件是PC及其扩展板.在相应的软件支持下,完成手动面板控制,指令解释与机床状态报告,以及运动控制。完备数字机床控制器与机床的机械部分一起构成完备数字机床,可用如图2所示的方框图表示。

图2 完备数字机床力框图
2.1 完备数字机床手动面板
完备数字机床手动面板实现机床基奉I/O开关量的手动控制,如机床基本状态的显示,工作台面位置手动调整和急停。现有数控机床的手动面板.往往直接由数控系统的开关量控制模块控制,面板与数控系统之间的信息传递是并行的.接口复杂,而且无法规定标准与协议 为了解决这一问题,完备数字机床手动面板由MCS51系列单片机管理,采用标准串行通信与数字机床控制器交换信息 完备数字机床上电后,数字机床控制器和单片机开始系统自检,之后便进入等待状态,单片机定时检查输入状态有无变化,并将变化了的输入状态由串行中断送人数字机床控制器,由其作出相应的反应。数字机床控制器输出到手动面板的显示信息由单片机的中断服务程序进行相应的处理。手动面板的输入输出信息有:
(1)完备数字机床的工作方式选择:手动/联机。
(2)手动单步进给。
(3)手动连续进给。
(4)回原点。
(5)进给速度倍率.
(6)进给坐标选择
(7)主轴电动机、泵、电磁离台制动器等的状态
(8)急停。
(9)暂停及显示。
(10)进给坐标超行程显示。
(11)故障显示。
2.2 完备数字机床控制器软件
完备数字机床控制器软件是在DOS下用c++语言开发的,其框图如图3所示。数字机床控制器软件基于DOS,主要是由于在这一操作系统下可以直接访问数字机床控制器扩展板卡,而且DOS的实时性也得到认同。在图3中,实时控制模块由中断服务程序实现,它是整个系统中唯一具有实时性要求的模块。为了实时运行其他的模块,只使用了为数不多的几个数据队列,每一个队列由一个类来维护,通过成员函数可以对其数据和状态进行访问。
主控计算机和手动面板的运动指令经过监控和指令解释模块预处理后生成运动代码队列,该队列由运动代码解释模块解释,生成参考信号数据队列在完备数字机床处于自动状态时,运动和辅助功能指令由主控计算机的工艺控制软件生成。完备数字机床的状态,包括当前位置、故障信息以及继电器/接触器触点通/断等,可以根据工艺控制软件显示的要求由标准串口送至主控计算机。
图3所示的完备数字机床控制器软件,与具体机床及其工艺性能的控制无关,也就是说该数字机床控制器软件支持具有机床数控软件化结构体系的不同种类和型号的机床,如各种铣床、车床或磨床等 不同工艺所要求的机床进给轴数和辅助功能等方面的差异不影响数字机床控制器软件,同时也不是数字机床控制器要控制的对象,完备数字机床控制器使机床传感器输出、运动控制(进给伺服电动机输入)以及其他的一些低级操作对于主控计算机是能控的,并且是完备的 另一方面,由于引入了完备数字机床的概念和数字机床控制器,数控机床工艺的控制与硬件的接口是标准串行通信,数控机床工艺的控制是独立于硬件的软件,从而实现了机床数控软件化。
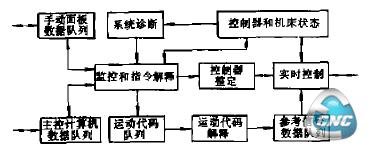
图3 数字机床控制器软件框图
- 第1页:机床数控软件化结构体系(1)
- 第2页:完备数字机床及其控制器
- 第3页:机床数控软件化结构体系(3)
- 上一篇文章:PLC控制设计在数控工作台中的应用研究
- 下一篇文章:CAD/CAM技术在曲面壳体零件加工中的应用