



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

三菱形磨床开放式数控软件开发研究
内嵌式PLC由4部分程序组成,通过循环扫描。检测每个控制点的离散状态信息,并将检测结果存入相应的VR变量中。然后对各个变量之间的逻辑关系进行运算,并将运算结果放入相应的变量中。通过循环扫描的线程程序将这些变量的值送入对应的输出点,实现对机床的逻辑控制。软件流程如图4所示。PLC各程序功能说明如下:
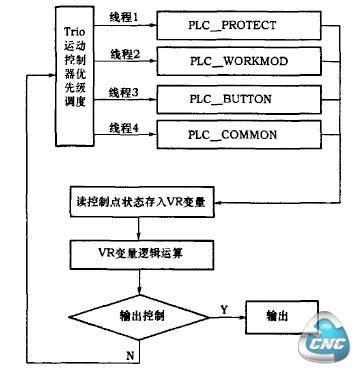
图4内嵌式PLC程序流程图
(1)PLC_PROTECT:实现机床硬件限位信号、报警信号、停止信号的检测。将该进程优先级设置为最高,及时处理报警情况,保证机床的安全性。
(2)PLC_WORKMODE:循环检测机床的工作模式,实现机床模式切换。
(3)PLC_Bu7rrON:循环检测机床控制面板上按钮信号。由于控制面板信号具有随机性,将这些信号单独处理,软件检测最大限度地保证响应的及时性。提高软PLC功能的灵敏度。
(4)PLC—COMMON:处理其余的输入输出信号。
4 系统特点
(1)多任务并行处理
系统采用CPU分时共享和中断优先相结合的办法来解决多任务的同时运行。数控系统在加工过程中管理模块程序和控制模块程序同时进行,保证加工过程的连续性和响应的实时性。
(2)实时中断处理
系统软件采用前后台型两级结构设计。底层控制程序模块是一个中断服务程序,完成全部的实时功能,线程的优先级最高。上层管理程序是一个循环运行程序,与控制程序相互配合,共同完成零件加工任务。
(3)内嵌式PLC功能
系统采用编程方式实现内嵌式PLC功能。通过PLC程序的优化,大大缩短了每一次循环扫描的时间,提高了实时性和PLC的灵敏度。与传统PLC相比,内嵌式PLC程序扩展性好,功能灵活。
(4)加工程序零编程功能
针对三菱形曲线模型编程复杂的缺点,上层管理软件程序管理模块将程序编制参数化,用户通过人机界面仅需输人特定参数,系统将根据运动轨迹数学模型和智能工艺库,自动生成NC代码。操作简单,提高了编程效率高,并且保证了加工精度高。
5 结语
本系统以通用工控机为基础,采用功能强大的Trio运动控制器实现三菱形磨床高速高精度运动控制。采用模块化程序设计思想、多线程技术和动态链接库(DLL)技术开发的数控软件兼具Windows操作系统的多任务特性和运动控制的实时性,比传统专用系统具有更好的开放性、可扩展性。实践证明,该数控系统软件在三菱形磨床上运行稳定可靠。
- 上一篇文章:Windows环境下数控软件实时控制的实现
- 下一篇文章:机床数控软件化结构体系