



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

新型铣削数控技术提高模具加工效率
“剥皮”铣削数控技术
加工特征:采用较小的径向切削深度(啮合量),较大或大的轴向切削深度,高切削线速度,螺旋切削刃设计要求,不仅起到粗加工的效果,还可以省却半精加工过程。“摆线”铣削方法是与“剥皮”铣削方法类似的一种加工方法。它通过降低切削径向深度(啮合量)arc,减少切削热的产生和积聚。采用小的切削径向深度(啮合量),采用实际较大的铣削摆动直径。由于刀具切削过程中切削热有效分散,刃口得到充分冷却所以允许采用比常规方法更大的轴向切削深度或更高切削线速度。
高进给铣削数控技术
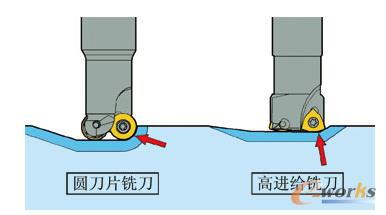
图3 高进给铣刀与圆刀片铣刀相比较
其加工特征为:采用较小的轴向切削深度,采用非常高的每齿进给量,采用较高的切削线速度。不仅起到粗加工的效果,还可以省却半精加工过程。在预硬模具钢或难加工模具钢零件加工中,如果采用山高的F15M刀片材质等级结合这种高进给铣削工艺,加工效果会特别好。
1.采用高进给铣削的优点
(1)尽管采用较小的轴向切削深度,似乎加工效率还不如用传统圆刀片,但实际上由于采用了比传统大得多的每齿进给量(尤其是当加工大悬伸深模腔时传统圆刀片铣刀轴向切深往往也不大),所以实际金属切除率明显提高。
(2)切削力方向以轴向力为主,有利刀具切削刚性提高,尤其当加工大悬伸深模腔时,表现优于传统圆刀片铣刀。
目前模具粗开型腔普遍使用的是圆刀片铣刀(俗称牛鼻刀),圆刀片铣刀刀片的直径基本采用的是10mm或12mm的,为了确保粗加工后的粗糙度不至于很差,走刀量一般不大于0.3mm/齿,而山高刀具采用标准凸三角弧形刀片设计的高进给铣刀系列(R220/217.21)进给量可达0.5~1.5mm/齿。尽管轴向切深一般只控制在0.6mm以下,但就以加工钢件模具为例,实际金属切除率可高达700cm3/min,加工时间比常规圆刀片铣刀节省2/3。不仅如此,由于这种铣刀比圆刀片铣刀有更低的径向切削分力,所以即使刀杆比较长也不至于产生明显的切削振动,刀片使用寿命得到提高。
2.加工案例
工件名称:扳手手柄模具型腔,预硬模具钢HRC56,山高第7组材料
刀杆型号:MM10-10045.0-007(Ф 10 mm)
刀片型号:MM10-10.50-HF-MD08, F15M
切削参数: Vc = 200 m/min N = 6350 r/min
fz = 0.50 mm/齿
Vf = 6350 mm/min
ap = 0.5 mm
ae = 75%
插铣铣削方法
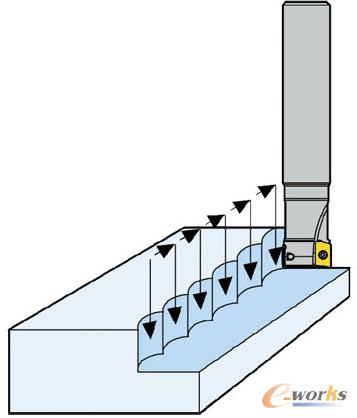
图4 插铣铣削方法
其加工特征如下:这种方法主要适用于大长径比的加工或机床刚性差的工况;采用常规的切削线速度;不同工件材料均适用的一种加工选择;常用作深腔模具及复杂模具的粗加工,金属去除率很高,表现出难以匹敌的高效率。
随着数控机床Z轴进给功能的日趋普及和完善,插铣方法和插铣刀应用越来越多,尤其在模具加工中经常遇有深型腔和深凸模等刀具不得不采用大长径比的工况。对于这样的加工,如采用传统的圆刀片铣刀进行等高线铣削或仿形铣削,为避免切削振动只能采用较小的切削深度、小进给量、有效切削刃数量少的低效率加工方法;而改用插铣的方法,由于切削力基本上完全沿主轴方向,所以刀具刚性极佳,切削效率比传统方法至少提高2~3倍,刀片使用寿命也明显改善。
以上介绍了应用于模具铣削加工的现代铣削方法,但需要在实际应用中结合模具自身的特点组合应用,有利于提高加工效率,为降低加工成本打下扎实的基础。当模具制造的各个方面都取得长足的进步后,我国将变成模具制造的强国。
- 第1页:新型铣削数控技术提高模具加工效率(1)
- 第2页:“剥皮”铣削方法
- 上一篇文章:基于CAXA的战斗机工艺品模型的设计及制作
- 下一篇文章:浅谈CAM软件选型