



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于凯恩帝KND-10M数控系统MasterCAM 9.0后置处理的研究
3 后置处理文件的修改
如果要避免以上问题。可对NC文件进行大量重复修改,但易于出错,效率低下。为了提高效率,对PST(后置处理)文件进行修改更为合理。选择缺省的MPFAN.PST后处理文件编辑与修改有二种方式:①通过记事本打开MPFAN.PST进行编辑;②通过Mastercam软件自带的PFE32编辑器进行编辑。它的打开方式为:Mastercam中主菜文档(File)/编辑(Edit)/PST,系统弹出读文件窗口,选择Mpfan.PST文件打开。
3.1 文件头修改设置
为使Mastercam最后生成的NC程序文件能够通过笔记本电脑与数控机床RS232接口联接后直接将程序传送到机床上进行加工或进行DNC加工零件。KND-10M数控系统传送时能够直接识别的开头格式如下。
:%
:00002
为了使得生产的Nc程序能够直接满足KND-1 0M数控系统的要求,那么MPFAN.PST后处理文件中程序段修改如表2。
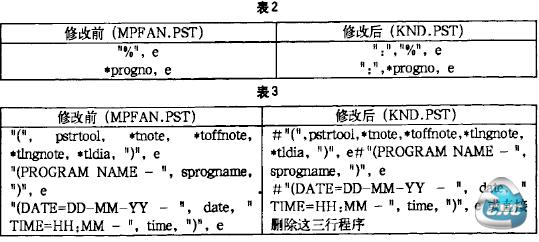
“e”表示程序换行结束符。
3.2 删除文件和刀具注释
省缺后置处理文生产NC程序中文件、刀具注释如下:
(PROGRAM NAME-T)
(DATE=DD-MM-YY-26-04-07
TIME=HH:MM-1l:25)
(12.FLAT ENDMILL TOOL—1
DIA.OFF.-l LEN.-l DIA.-12.)
KND数控系统不能识别文件,刀具注释,必须将它们删除。那么后处理文件改修如表3。
“#”表示注释,在它以后一行的程序或说明不影响整个后处置文件。
3.3 G代码和M辅功能修改
KND数控机床G代码与M辅功能与省缺后置处理文件生产G代码和M辅有所不同,同时。一些G代码系统本身可以省略的等等。解决上面问题具体后置处理文件修改如表4。
3.4程序其他改修
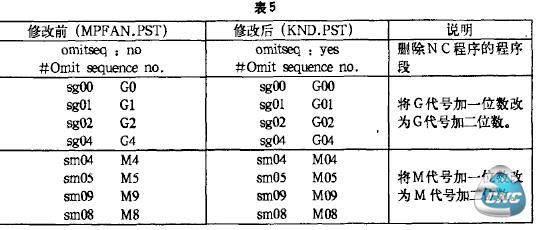
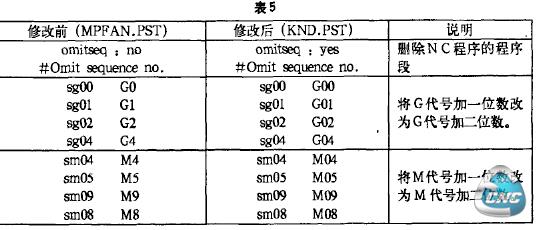
KND—10M系统的数控程序储存空间较少,为了减少程序的存储。可以将程序的程段号删除来减少程序储存空间。Mastercam生成的程序中缺省一些G功能和M功能代码用的是G或M加一位数字表示。例如直线插补用G 1表示。但是我们手动编程的习惯G功能和M功能代号用G或M加二位数字表示。例如直线插补用G 01表示,但是两种格式在数控系统中都是可以使用的。为了便于编程人员检查程序是否有错,尽量将程序改为编程人编程习惯。具体改修如表5。
经过上面这几个步骤的修改之后,将经过修改的后置处理程序另存为一个新的文件KND.PST,即可被MasterCAM9.0调用。对图2中所示零件.采用此后置处理程序得到以下NC程序文件如表1。
4 结语
后置处理文件的编辑和设定,对CAD/CAM软件来说都是需要的。针对我校使用的数控系统KND-10M来说,在每次生成NC程序后都去对程序进行修改。不仅浪费时间,而且容易出错导致事故。所以,制定一个专用的后置处理文件。本文也就提供了具体后置处理程修改方法,已进过实践证明是可行的。
- 上一篇文章:用先进数控刀具提高数控机床的效率
- 下一篇文章:基于CAXA的战斗机工艺品模型的设计及制作