



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于PLC的T7040 金刚镗床电气系统设计
3 PLC 程序设计
3.1 梯形图设计
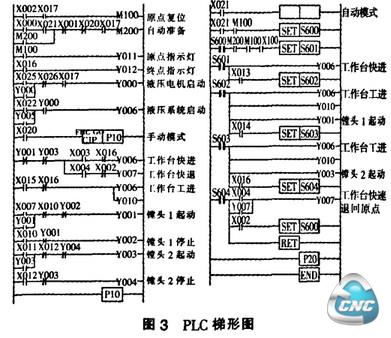
T7040 镗床中要控制的元件较多,既有继电器,又有液压电磁阀,各个元件动作需协调一致。在控制系统中,PLC 输入开关量为按钮和行程开关信号,输出为线圈控制信号和信号灯。梯形图设计如图3所示。
3.2 梯形图过程分析
根据产品工序过程需要,程序设计了手动和自动2 种模式,由SA1 选择器开关切换操作方式。
(1)手动模式
SB3、SB4 是工作台液压缸电磁换向阀的按钮开关,在Y001、Y003 常闭线圈接通,即M1、M2 电机未起动的情况下。当工作台未达到终点位置,即X016常闭线圈接通时, 按下SB3 按钮,Y006 线圈得电,YV3 工作,工作台快进;当工作台未退回到原点位置,即X002 常闭线圈接通时,按下SB4 按钮,Y007线圈得电,YV2 工作,工作台快退。
SB7、SB8 是M1 电机的起动/停止按钮,KM1、KM2 是M1 电机的开关/制动接触器,在PLC 梯形图中,KM1 与KM2 设计为联锁线路。M2 电机的控制线路也一样。
(2)自动模式
自动加工根据工序过程, 采用步进梯形图指令编写。工作台从原点开始快进,碰到SQ2 行程开关时,Y006、Y007、Y001 得电, 换向阀YV3、调速阀YV010 工作, 工作台以工进速度前进。同时,KM1 接触器工作,M1 电机起动; 工作台碰到SQ3行程开关时,M1 停止,M2 起动,工作台继续工进;当工作台到达终点SQ4 行程开关处,工作台停止,M1、M2 均不工作, 操作者将工件取下后, 按SB4按钮,工作台快速退回原点SQ1 处,等待下一次加工。
4 结语
利用PLC 对T7040 金刚镗床的电气系统进行技术改造,具有线路简单、维修调试方便等优点。机床改造后,性能明显改善,加工效率大为提高。在生产中,该镗床运行平稳、可靠,效果良好,经济效益显著。