



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

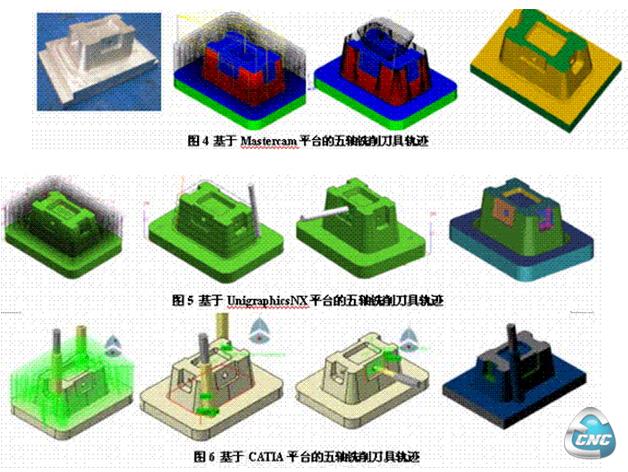
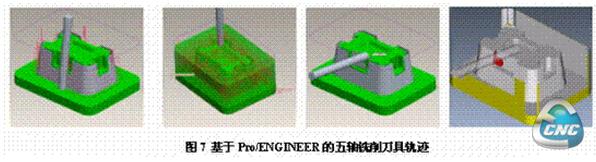
典型CAM平台数控铣削加工编程功能对比应用
典型CAM平台在对某变锥度零件数控铣削加工编程时,各平台环境下的刀具轨迹示意图如下图4~7所示。从图中可以看出,现有的CAM平台一般能满足该产品五坐标铣削加工编程的需要。但是从用户的使用经验上讲,UNIgraphicsNX平台在刀具轴矢量控制方面表现得更加灵活,尤其是其提供的插补刀具轴矢量控制和顺序铣削编程功能能够使得用户很轻松得完成所期望的五坐标联动铣削刀具轨迹目标。
三、后处理程序开发模式
五坐标数控铣削加工编程的后处理程序开发的主要内容包括:①算法处理:主要针对多坐标加工时的坐标变换、跨象限处理、进给速度控制。②数控系统控制指令的输出:主要包括机床种类及机床配置、机床的定位、插补、主轴、进给、暂停、冷却、刀具补偿、固定循环、程序头尾输出等方面的控制。③格式转换:数据类型转换与圆整、字符串处理等:主要针对数控系统的输出格式如单位、输出地址字符等方面的控制。
五轴数控机床的配置形式多样,典型配置有绕X轴和Y轴旋转的两个摆动工作台,其二为主轴绕X轴或Y轴摆动,另外的工作台则相应绕Y轴或X轴摆动来构造空间的五轴联动加工。对于主轴不摆动的五轴数控机床,其摆动轴存在主次依赖关系,即主摆动轴(Primary Table)的运动影响次摆动轴(Secondary Table)的空间位置,而次摆动轴的运动则不影响主摆动轴的空间位置状态。用于对典型的五轴机床运动方式进行配置,可对工作台双摆动、主轴头双摆动、主轴摆动及工作台摆动、工作台复合摆动(回转)、主轴复合摆动(回转)等典型五轴机床进行设置。主轴回转或摆动对应于相应机床,其所处于主动轴或从动轴的形式。在确定机床运动类型以后,其旋转轴矢量平面和旋转中心等设置是非常重要的,:用于设置主动轴及次动旋转轴矢量方向,设置主轴或工作台复合摆动轴矢量方向。旋转轴中心、偏心设置及刀具轴输出设置。如下所示为在Mastercam平台下的五轴机床类型设置。
#Machine rotary routine settings
mtype : 0 #Machine type (Define base and rotation plane below)
#0 = Table/Table
#1 = Tilt Head/Table
#2 = Head/Head
#3 = Nutator Table/Table
#4 = Nutator Tilt Head/Table
#5 = Nutator Head/Head
head_is_sec : 1 #Set with mtype 1 and 4 to indicate head is on secondary
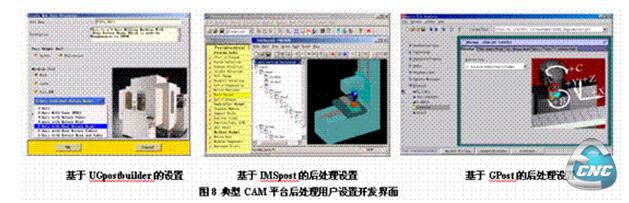
现有的CAM平台提供的刀具路径的文件包括标准的可编译文件(如APT文件)和二进制文件. CATIA, UGNX, Surfcam,PROE等CAM都支持这两种格式, MasterCam的NCI则是另外的文字格式档案.后处理则各家大多有各自的后处理。典型CAM平台的后处理用户界面如下图8所示。除Mastercam采用文本方式以外,大部分CAM平台都提供自己的后处理用户界面,操作设置比较方便,尤其是可用于多CAM平台和异构数控系统,如Imspost后处理包可支持几乎所有的通用CAM平台和流行的数控系统。后处理程序的开发编辑模式各不相同,其UnigraphicsNX 采用UGPostBuilder,采用基于TCL语言的二次开发功能完成用户开发;Mastercam提供基于GENERIC FANUC系统通用五轴铣削后处理文件,用户需根据具体机床对其进行编辑修改,达到最终的使用要求。其中 CimatronE、 Catia可采用ImsPost进行后处理开发;Spost/Gpost则采用宏程序方式用于Surfcam 、Pro/Engineer 平台。
四、机床加工仿真模拟接口
美国CGTech的产品VERICUT,它可用来在编程阶段校验加工程序的准确性,能够让编程人员对NC加工环境进行仿真。应用VERICUT,可对包括工装夹具在内的整个机床建模,它的易修改的控制程序库使得NC程序在仿真环境中的运行,完全模拟了在机床上的运行。一些CAM系统本身具备校验功能,内部校验检查的是内部的CAD/CAM数据,它们在上机床执行前往往已被转换多次了。外部校验系统则不仅能检查内部CAM文件,还能够校验G代码。NC校验软件能够校验不同CAM系统生成的程序,用同样的手段校验所有的NC程序,使编程人员能够对所用的各种CAM系统得到稳定的可*的结果。NC校验软件能够减少甚至省略在机床上进行人工的修正,这不仅节省了编程时间,更能使机床被解放出来完全用于加工产品。校验程序还可使返工、加工出废品和损坏加工刀具的可能性降到最低。
Vericut提供了许多功能,其中有对毛坯尺寸、位置和方位的完全图形显示,可模拟2~5轴联动数控加工。现有的CAM平台都提供与Vericut的嵌入式接口或转换功能。如下图所示分别为UGNX、CATIA、Mastercam等平台与Vericut之间的转换设置,且它们可直接与Vericut进行嵌入式链接仿真,如Pro/Engineer、UGNX、CATIA、Mastercam平台等。其中UGII/Vericut 切削仿真模块是集成在UGII软件中的第三方模块,它采用人机交互方式模拟、检验和显示NC加工程序,是一种方便的验证数控程序的方法。由于省去了试切样件,可节省机床调试时间,减少刀具磨损和机床清理工作。通过定义被切零件的毛坯形状,调用NC刀位文件数据,就可检验由NC生成的刀具路径的正确性。UGII/Vericut可以显示出加工后并着色的零件模型,用户可以容易的检查出不正确的加工情况。如图9为UGNX、CATIA、Mastercam与Vericut的数据转换接口设置,图10为基于Vericut环境的机床加工仿真模拟,能帮助用户大幅度提高五坐标加工编程的效率和质量。
五、小结
典型CAM平台用于数控铣削加工编程时,各平台的基本功能都差不多。在细节控制上,UG更灵活,对于高速切削加工,应采用螺旋铣削加工,或者是在转角处配置圆弧过渡 都在一定程度上支持高速加工;在支持变速切削的功能上,高速加工转角处的降速处理上,UG和CiamtronE相对好一些,CimatronE支持变速切削,Mastercam只有一次降速功能;在根部清根上的处理,UG和CiamtronE相对好一些,可实现多次清根;五轴铣削刀具轴矢量控制方式上,UGNX非常灵活,其它平台基本都能满足使用要求,主要依赖于用户的灵活应用开发上;后处理程序开发上UGII/PostBuilder灵活,Mastercam采用文本形式,而CimatronE与Catia均可采用支持异构数控系统与CAM平台数控程序转换的Imspost进行后处理,Surfcam与Proe可采用同一后处理NCpost或Gpost;与Vericut软件之间的接口关系,仿真加工上,各平台均可链接;参数化驱动方面UGNX、Catia、Pro/Engineer等均支持参数化刀具轨迹编辑修改,相对其数控编程模板与参数化功能更强大一些。
- 上一篇文章:数控机床选择刀具的3大方法
- 下一篇文章:PLC在油石超精机床上的应用