

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
文章推荐
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

PLC的多功能自动车床应用
由于可编程控制器(PLC)具有可编程性,通用性、适应性强,针对工业控制设计,可靠性高,同时有完善的故障自诊断能力且维修方便,因此小型PLC具有很高的性价比,因此在普通车床的控制电路改造设计中发挥了极其重要的作用。
3.2、软件设计
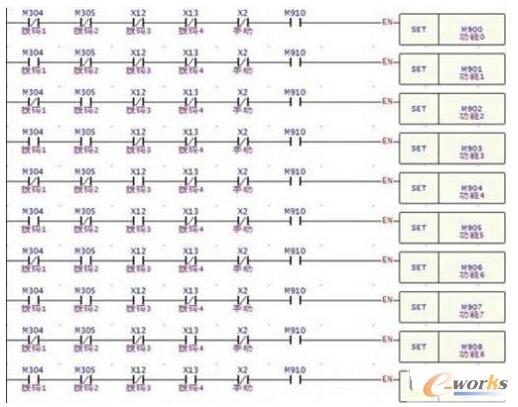
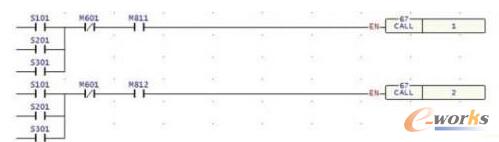
控制思路为:首先,PLC读取拨码开关的状态设定功能,并将每个功能所会用到的动作进行分类,主程序框架采用步进指令编写,在每步按照功能的不同,调用对应的子程序,完成加工工艺。
根据系统技术要求,按照车床生产工艺编写程序。并通过现场机床进行调试,运行正常、可靠、安全。有10种功能可供选择,功能列表如表3所示。
表3双缸后送料功能列表
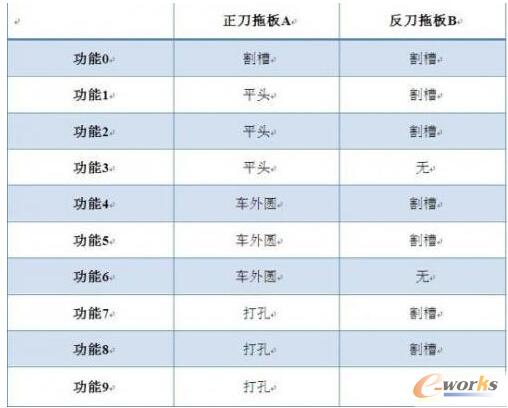
当拨码开关显示为0时:A缸先割槽,B缸后割槽。
当拨码开关显示为1时:A缸线平头,B缸后割槽。
当拨码开关显示为2时:B缸先割槽,A缸后割槽。
当拨码开关显示为3时:A缸平头,B缸不动。
以后动作以此类推。
功能选择程序
调用子程序
4、结论
基于永宏PLC所设计的多功能自动车床,运行情况良好,可实现加工多种工件,加工每一个工件的自动循环时间仅为4S,提高了生产效率和产品质量,是一种切实可行的控制方法。
- 第1页:PLC的多功能自动车床应用(1)
- 第2页:软件设计
本文来源于互联网,e-works本着传播知识、有益学习和研究的目的进行的转载,为网友免费提供,并以尽力标明作者与出处,如有著作权人或出版方提出异议,本站将立即删除。如果您对文章转载有任何疑问请告之我们,以便我们及时纠正。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:在线检测设备在汽车制造中的应用
- 下一篇文章:数控机床电气维修技术