



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

应用CAM 软件自动编程加工锻造铝合金车轮和制造模具
4、 模具CAM 数控加工编程
一般模芯数控加工的工艺路线如下:
(1) 粗加工: ①粗铣开粗,②去余量,③清根。
(2) 半精加工: ①半精铣,②去余量,③清根。
(3) 精加工: ①精铣,②清根。
下面针对Ug CAM 软件铣削锻造铝合金产品加工模具数控编程过程介绍如下:
(1) 直接用CAD、Mastercam X、UG 设计锻造凸凹模数据模型导入或转换到cam 中。
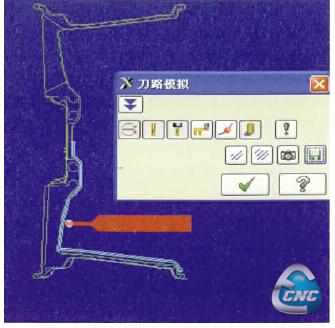
图4 刀具仿真路径
(2) 通过分类分析模型角、面、造型,定义刀具和加工工艺方案流程。
(3) 选择切削方式: ①面铣,②型腔铣( 凸凹处) ,③侧壁或横切铣( 侧面或斜面) ,④多轴曲面铣。
(4) 定义机加工毛坯方式: ①一种是通过数据导入方式来定义毛坯; ②另一种是通过自己在cad 设计方式来定义毛坯形状,此方式自由度比较高,可以通过不同图层来显现或隐藏来决定是否选取; ③第三种是用CAM 凸凹模造型通过偏置方式定义圆形或方形模具毛坯,此方式定义毛坯自由度比较低。
(5) 模具数控编程基准点的确定方式: ①一种方式是用毛坯下端面中心点定义基准点: 此方式好处是数控加工后此点依然存在,数控修改模具时可再利用此点; ②另一种方式是用毛坯上端面中心点定义基准点,优点是好加工找正; ③第三种是用毛坯边面顶点定义基准点。
(6) 设定安全平面。
(7) 刀具选择: 根据粗、精、清角加工精度等级不同,选择加工刀具( 主要包括刀具材料,如高速钢、硬质合金刀; 刀具种类,刀头形式如平刀、圆角刀、球刀,刀片、刀杆形状是整体或可转位式) ; 精、清角加工通常采用参考刀具运算方式,自动寻找前面刀具留下残料,节省走刀时间。
(8) 刀具主轴转速选定: 根据粗、精、清角加工位置和造型的不同特点,制定加工转速。例如粗铣3 000 r /min 、精铣5 000 r /min、清角1 500 r /min。
(9) 刀具进给率选定: 根据粗、精、清角加工位置和造型的不同特点,制定进给率分别为1 500 mm/min、800 mm/ min 、2 000 mm/ min。
(10) 切削参数选定( 包括加工走刀方式: ①单向或往复平行切削,②环绕切削,③放射切削) : 切削深度,拐角控制。
(11) 设定非切削参数等。
(12) 模具加工轨迹生成( 如图5) 。
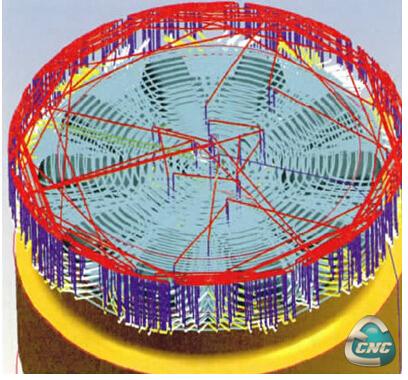
图5 模芯加工刀路轨迹
(13) 模具仿真模拟加工( 图6) : 将加工出的模型与最终要求成品进行对比,观察有无过切削现象。
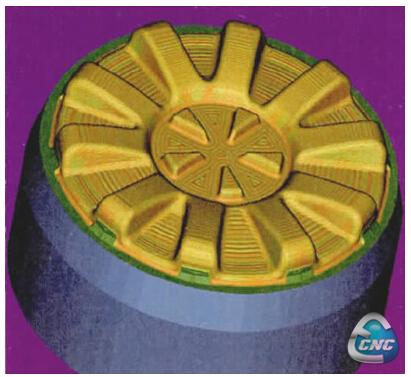
图6 模芯加工仿真模拟
(14) 通过后处理程序生成G 代码、用传输机将后处理生成G 代码文件传输到数控机床供机床使用。模具实际加工过程就是不断重复上述软件使用的过程。
5 、结束语
用cam 软件进行产品数控加工和模具数控加工制造是比较方便的。可以降低企业生产成本、提高设计精度、缩短设计周期、提高生产效率、增强企业竞争力。
- 上一篇文章:基于UG的波形弹簧冲压模具数控加工
- 下一篇文章:在线检测设备在汽车制造中的应用