

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
文章推荐
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

NX软件在高精度零件数控加工工艺流程中的使用
Unigraphics(以下简称ug) 是当今世界上最先进的、紧密集成的、面向制造行业的CAID/ CAD/ CAE/ CAM高端软件,作为一个集成的全面产品工程解决方案,ug 软件家族使得用户能够数字化地创建和获得三维产品定义,它的加工稳定性在全球制造行业内具有很好的口碑,中国南车集团戚墅堰机车车辆厂(以下简称戚厂) 作为GE 公司的未来4a 的制造合作伙伴,利用GE公司现有的三维产品模型来进行软件编程并和目前工厂的数控机床群结合,可以节约大量的产品三维造型和工艺分析时间,可迅速地将工厂关键产品的精度、粗糙度等级提高到1 个新水平,以此来满足世界顶级机械公司的需要。
具体步骤如下:
(1) 建立零件体和毛坯。毛坯指定为自动块,并设定制造坐标,如图3 所示。
(2) 设定加工刀具,EM 为端铣刀,BM 为球形铣刀,共4 把刀,如图4 所示。
(3) 安排工序粗加工,半精加工和精加工,分别指定余量,如图5 所示。
(4) 根据分析设定6 道工序,具体可见加工中心加工单所示。
(5) 进行仿真操作,避免过切和撞刀现象。
(6) 进行后处理,生成机床代码。
(7) 制作加工中心加工单,供操作人员使用。
(8) 经过检查人员测量,尺寸全部合格,粗糙度精度达到1. 6μm以上。
(9) 经过现场操作,优化切削参数,在文件中修改后归档。

图3 设定零件和毛坯


图4 设定加工刀具
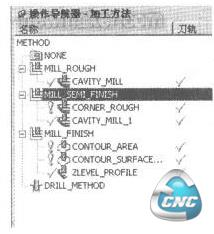
图5 设定加工余量
加工中心加工单的制定如图6 所示,要求指定制造坐标系,方便操作者对刀,并指定加工刀具、刀补、和程序号,以及简单的操作说明,规定好加工时间图纸号和参与人员,具体到操作人员只要做好装刀、对刀和运行指定程序就可以了。
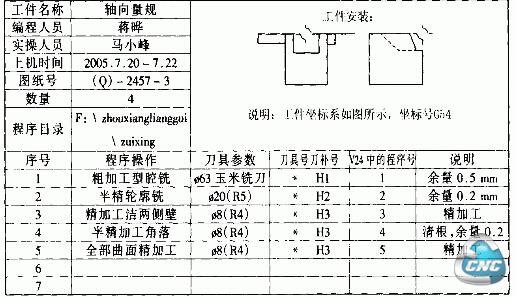
图6 加工中心加工单
3 结束语
戚厂最近几年引进了不少数控机床,但在设备使用率上与GE 等大公司还有很大的差距,要想真正做出高精度、高粗糙度等级的产品,必须具备3 个条件:高精度的数控机床、高精度的工装和高精度的刀具。而高精度的工装也是依靠数控机床来保证的,要想在短时间内完成大量产品的数控编程,必须使用软件编程,尤其是在有现成的三维模型的情况下,一个熟练软件编程人员的效率将更高,数控加工将是工厂未来发展的趋势,建议相关部门充分利用现有数控设备,普遍使用软件编程,创造更多的高精度产品,打造出一辆辆高质量的精品机车。
本文来源于互联网,e-works本着传播知识、有益学习和研究的目的进行的转载,为网友免费提供,并以尽力标明作者与出处,如有著作权人或出版方提出异议,本站将立即删除。如果您对文章转载有任何疑问请告之我们,以便我们及时纠正。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。