



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于PC机的通用数控系统软件的设计与应用
3 CNC系统软件的应用
复位操作在一定时间内未完成,系统提示复位操作出错并退出复位状态。用户在排除故障后可重新进行复位操作。
3.1 主界面
如图2所示,系统的主界面分左右两部分。左边是文件编辑区,所有的NC文件在此进行编辑。编辑界面参照Windows风格设计,方便设计人员使用。右边为系统运行状态显示区,从上至下分别显示系统轴运动坐标变化;系统运行状态变化(包括是否复位、运动方式、运动方向、是否允许手轮操作,系统限位报警等);系统输人输出端口变化;系统错误指示。用户可方便的了解机床的运行状态,同步检查是否出现操作错误。一旦发生错误,系统的错误指示栏中用红色字体醒目的向用户报告相关的错误情况,并伴有蜂鸣器叫声提示。
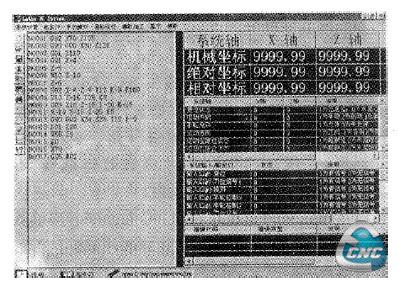
图2 CNC系统主界面
由于系统未复位(回机械零点),所以系统轴运动坐标显示为9999.99。一旦完成系统复位后,系统坐标值即可以随系统轴运动变化而显示在屏幕上。
3.2 复位
系统提供全轴,单轴复位方式。选择并点击开始后,系统提示用户从操作面板上发一个复位信号。用户在操作面板上按下复位按钮后,系统即可开始复位。当系统进行复位操作时,用户不能退出此操作界面,以确保复位操作的安全性。若因某些故障而使得复位操作在一定时间内未完成,系统提示复位操作出错并退出复位状态。用户在排除故障后可重新进行复位操作。
3.3 系统参数设置
系统参数设置包括系统参数,运动控制卡参数,设备参数,如图3所示。系统参数的设置与系统运行性能息息相关。因此,在进行参数修改时,系统会对操作人员进行密码验证。通过验证后系统显示参数修改栏,否则只能看到屏幕上部的参数报告栏而不能进行修改。
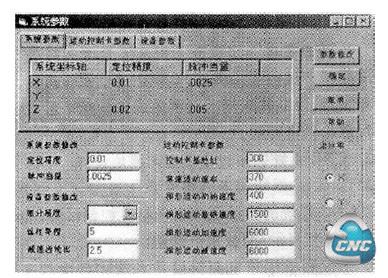
图3系统参数设置界面
3.4 刀库管理
刀库管理模块随时跟踪刀具使用情况。用户进入刀库管理界面后可了解当前使用刀具的使用和参数设置情况,也可以根据需要随时修改相关刀具参数。针对车床的刀架特点,系统提供对8把刀具的参数设置。
3.5 文件编辑
系统提供界面友好的NC文件编辑器。用户所有输入均自动转为大写输入,以符合通用NC文件格式。对用户输入的非NC代码,如Q,B等非法字符或一些非法符号如?、!等不予接受且不能显示。
3.6 加工轨迹模拟
当用户完成了文件编辑,经语法检查和编译后,不需上电运行机床就能了解刀具运动情况,如图4所示。利用系统提供的刀尖运动轨迹模拟这一功能可以观察系统如何解释加工文件及如何控制刀具的运行。这一功能使用户能直观的了解程序编制出现的错误,在一定程度上了机床的运行安全。
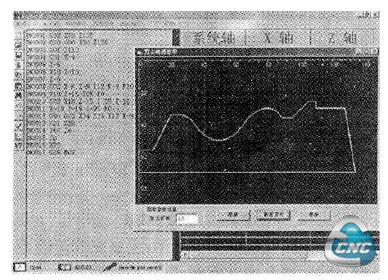
图4加工轨迹模拟显示
4 小结
本文选用Windows98作为系统开发的操作平台,确定CNC系统的多线程模型和进行系统软件的模块划分、各功能模块的具体实现和最终系统软件的集成应用。在系统软件的设计中,遵循开放性、模块化的设计要求,利用功能强大的Visual Basic6.0作为开发工具,开发出其于PC机的通用数控系统应用软件,该软件已在CK6140H车床上应用,效果良好。
- 上一篇文章:GibbsCAM在多任务机床中的应用
- 下一篇文章:基于工业PC机的HAND-CNC车床数控系统