



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

GibbsCAM在多任务机床中的应用
2.2 刀具编号的确定
编程过程中,安排刀具时需注意刀具在刀塔上的位置及其偏置号。例如,生成的程序刀具的形式为T0101,前面的01表示的是刀具在刀塔上的位置编号,后面的01表示该刀具对应的偏置号。即刀具补偿时对应刀具的编号。此外,刀具在哪个刀塔上,是通过TG1、TG2或TG3等来选择。图2中的刀具编号设置表示加工中使用的是1号刀塔的01号刀具.刀具补偿也为01。只有正确地设置了各刀具的位置及其在设备中的对应偏置位置,才能在试加工中快速正确地对各刀具的偏置量进行有效的设置,以短期机床调试时间。特别需要注意切削方向的选择。若未能正确地选择切削方向,生成的路径将是从反方向进行。GibbsCAM自带的仿真系统可以模拟出程序加工的轨迹。多任务加工系统的程序编制完成后,都必须对所编的工序进行模拟仿真,以便及时发现各刀具的位置及其加工路径是否符合实际机床加工需求。
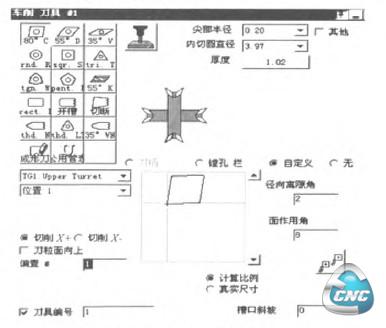
图2刀具编号的设置
2.3 相似结构的复制加工
对于圆周上相同的轮廓(如圆周均布孔、腔体等),可采用图3所示的旋转铣削复制功能进行。选择旋转铣削时对应的是均布的轮廓,如N个轮廓在圆周均布,复制的次数为(N-1)次,角度C为360°/N。图3表示的是4个圆周均布的铣削加工,若当前轮廓不是加工位置,即零件的待加工轮廓相对于已选取轮廓存在一定的角度要求,则图3中应取消旋转铣削的选项,改为选取位置。此时,后面的角度为激活状态,输入需要旋转的角度值,再进行相应的复制。所生成的程序即可满足实际需求,大大减少手工编程时找基准点、偏置x值等繁琐的计算过程。
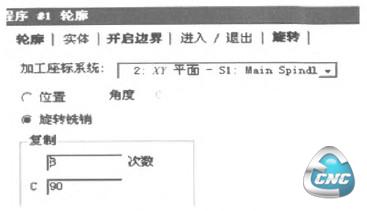
图3均布轮痹加工的设置
2.4 同步处理
同步处理是MTM(多主轴多刀塔的多任务加工数控机床)加工的关键。GibbsCAM多任务车铣复合加工(MTM)同步管理器对每个刀塔进行单独操作,按照时间表一个接一个地显示每个刀塔的路径或流程。可以从一个刀塔转移到另一个刀塔进行操作。或者在每个流程内进行刀塔转移。在程序中添加一致的同步代码,显示同步操作以及那些需要其他刀塔完成后再继续进行的操作。如图4所示,带箭头的线显示的是同步操作运行情况,阴影部分显示时进行选择性操作。通过优化重叠操作,可缩短生产周期。

图4同步处理
2.5 适用工具
要实时应用菜单文件提供的功能,特别是附加功能,如多轴车床的“同步车削”和“MTM增加G代码”、模拟TMS中的“输入VNC~转换刀具路径”以及“报告书”等功能。对于已经编制的加工路径和程序.需要对其进行优化,出具加工准备报告等,某些功能可能在操作工序中无法找到,而应用这些附加功能就可以巧妙地解决问题。
3 结语
软件编程的现场实践证明.GibbsCAM可有效地提高多轴多刀塔的多任务加工机床的生产效率,提高机床利用率及零件生产进度,软件的同步处理实现了工序的优化。在加工条件允许的前提下,机床的2个(或3个)刀架同时处于工作状态,有效缩短了加工时间,从而达到高效加工。总之,GibbsCAM在多任务机床中的应用挖掘了多任务数控加工设备的潜能.使机床的性能得到了更大的发挥。
- 第1页:GibbsCAM在多任务机床中的应用(1)
- 第2页:刀具编号的确定
- 上一篇文章:远程视频技术在网络数控加工监控中的应用
- 下一篇文章:基于PC机的通用数控系统软件的设计与应用