

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
文章推荐
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

刀具半径补偿在SINUMERIK数控铣削加工中的灵活运用
刀具半径补偿功能是数控铣削加工的重要功能,介绍了使用刀具半径补偿功能实现零件外形轮廓和型腔的粗、精加工,以及在加工等宽壁厚工件和结合宏程序与系统变量,加工复杂的轮廓型腔或凸台、边缘截面为曲线的工件时的使用方法。
3 刀具半径补偿编程示例
为了便于理解,这里用一个简单的零件来说明,如图3所示,要加工一个5 mm壁厚的半环形工件并且在外轮廓边缘上要倒彤的圆角。选择直径为d10mm立铣刀进行加工。用SINUMERIK系统编写外轮廓加工程序如下:
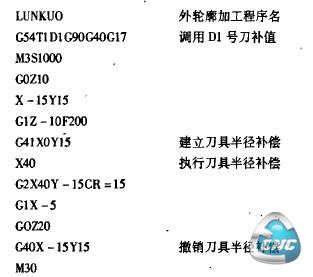
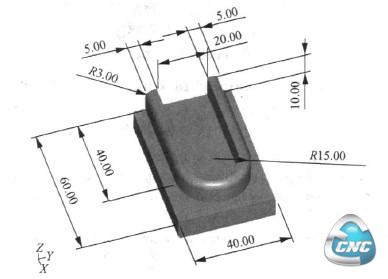
图3零件图
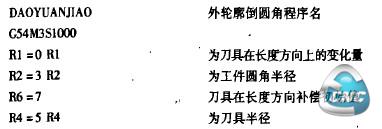
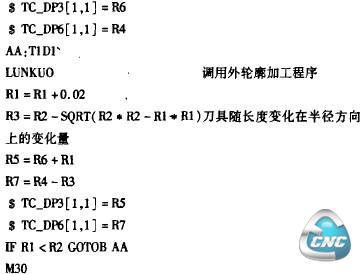
外轮廓粗加工时,Dl中半径数值输入6,精加工时半径数值输入5+修正量。在进行内轮廓加工时,只要把D1中的半径值改为-(6+5),就可对内轮廓进行粗加工了,同样,精加工时只要再改为-(5+5+修正量)即可。一个程序实现了等壁厚零件的内外轮廓的粗精加工十分方便。在加工外轮廓彤倒圆角时同样也可使用这个程序并结合宏程序和系统变量来实现。程序如下:
4 结束语
灵活应用刀具半径补偿功能,合理设置刀具半径补偿值,在数控加工中有着重要意义。实际使用时必须注意以下几点:1)建立或撤消刀具半径补偿时,刀具必须在所补偿的平面内移动,且移动距离应大于刀具半径补偿值;2)若加工零件内轮廓面的最小曲率半径小于刀具半径时,进行半径补偿将会产生过切现象,只有最小曲率半径大于等于刀具半径与精加工余量的情况下才能正常切削,若被铣削槽底宽小于刀具直径,此时也将产生过切现象;3)建立或撤消刀补时必须在刀具移动指令G0,G1方式下,不可用于圆弧切削指令建立或撤消刀具半径补偿指令。
本文为授权转载文章,任何人未经原授权方同意,不得复制、转载、摘编等任何方式进行使用,e-works不承担由此而产生的任何法律责任! 如有异议请及时告之,以便进行及时处理。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:基于SPCE061 A实现的语音数控电源
- 下一篇文章:数控加工中心常见刀具系统故障诊断与排除方案