



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

西门子数控系统宏程序的编写及应用
3 任务3
编写图5上凸椭圆的加工程序,毛坯为Φ60x 100的45钢,其余部分的程序省略。
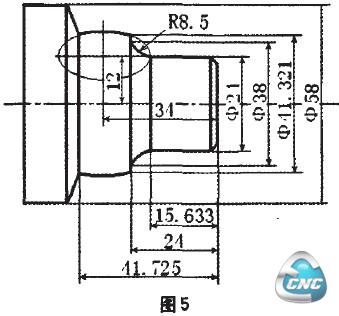
椭圆方程为:

3.1 任务分析
椭圆的中心在.确和确均有偏移,所以注意偏移的位置和结束点的控制。同时也还要先计算出起点的椭圆轮廓坐标,方法同上。
3.2 坐标计算略。(X17.321 Z10)
3.3 R参数
R8-X标偏移起点
R1-椭圆轮廓中X标初值
R3-椭圆轮廓中X坐标
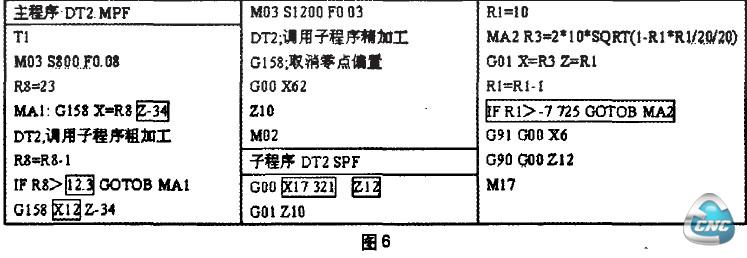
3.4 程序如图6
3.5 结语
该任务中椭圆轮廓的宏程序就比较复杂,X坐标要在初始值12基础上开始偏置,Z坐标也偏置到新的位置,坐标计算要仔细。另外,更应该注意的是,椭圆轮廓跨越了最高点,要把子程序轮廓限制跳转条件去掉,而且另一个Z向车削极限坐标也调到了负值。
4 任务4
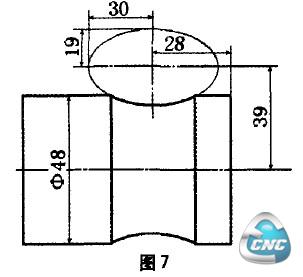
编写图7下凹椭圆的加工程序,毛坯为Φ50 x 100的45钢,其余部分的程序省略。
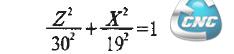
椭圆方程为:
任务分析:这种情况下,实际是安排刀具走椭圆的X半轴路线,另外同时注意零点偏置的X向坐标。
坐标计算略。(X-1515,Z18.412)
R8-X标偏移起点
R1-椭圆轮廓中X标初值
R3-椭圆轮廓中X坐标
程序:如图8
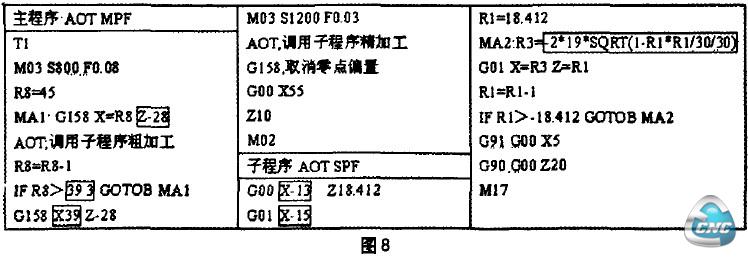
这种情况里的椭圆坐标系的x方向也被抬高,注意偏移时要加上基础值39。另外,子程序描述轮廓是所有的x坐标前面都加上负号。
通过以上对宏用户程序的概述,宏用户程序编程基础知识,及用宏程序编写椭圆轮廓的几个有代表性的例子,读者可清楚地认识宏程序的运用干非圆锥曲线类零件加工编程的基本思路,遇到椭圆轮廓的编程问题基本上都能得到解决。
在利用宏程序编写椭圆轮廓程序的时候,首先要仔细分析椭圆轮廓形状,椭圆轮廓起点和终点坐标的计算非常重要,关系到Z轴加工的起点和结束的编程坐标;其次把坐标原点从右湍面中心移动到椭圆中心的过程比较重要,要计算好偏移距离;最后要看清椭圆轮廓走的是上半椭圆还是下半椭圆,若是下半椭圆要在方程和坐标前加上负号。
以上是笔者对西门子系统椭圆类零件数控车削的宏程序编写的一些经验积累,希望能为从事数控加工与编程的读者提供借鉴。
- 第1页:西门子数控系统宏程序的编写及应用(1)
- 第2页:任务3
- 上一篇文章:浅谈MasterCAM在实际加工中的数据优化问题
- 下一篇文章:叶轮零件五轴加工的CAD/CAM