

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
文章推荐
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

西门子SIEMENS 840 D刀具管理功能在17轴KOLB加工中心上的应用
本文讲述了应用西门子840D数控系统刀具管理功能实现KOLB加工中心刀具管理的方法,分别就主要机床参数、刀库配置、NC编程和PLC编程进行了说明。
根据以上特点,编制其任务如表2所示。
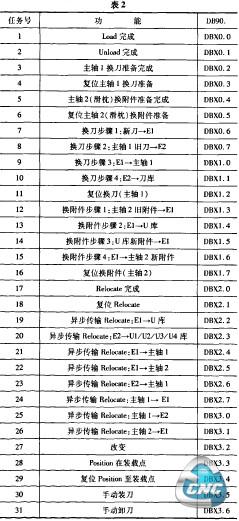
其刀具管理功能提供了4个后台数据块作为PLC接口。DB71存放用于装载、卸载、重新定位以及定位刀位至换刀点的数据,其长度为4+nx30Byte,n=装载点数量(本例为1);DB72存放用于换刀准备、换刀至主轴的数据,其长度为4+nx48Byte,n=主轴数量(本例为2);DB73存放用于转塔刀库换刀的数据,其长度为4+n*44Byte,n=转塔号;DB74为刀具管理内部使用的数据块。
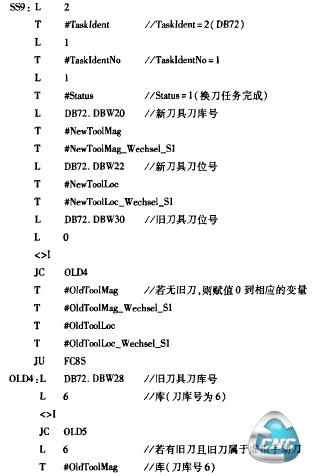
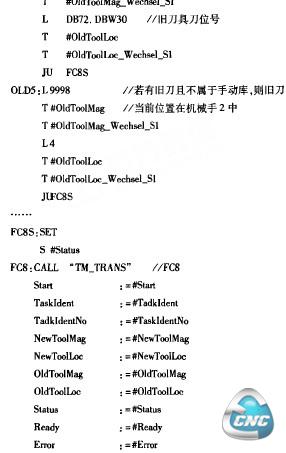
修改刀具管理数据块主要是通过调用FC8,上述表2中的任务1、2、17、18、28、29均对DB71操作,任务3~16和30、3l均对DB72操作。由于任务较多,每一个任务的运行条件又存在多种情况,因此应先分别对其条件进行处理,最后一次性调用FC8,避免因条件交叉引起的修改数据失败。
下面是一段新刀装入主轴1动作完成时刀具管理数据修改的程序:
5 结语
经过多台CUBIMAT加工中心的改造,积累了较丰富的经验。经刀具管理功能应用改造升级后的加工中心重新焕发了活力并提高了效率,为用户生产提供了保障,也为国产高端数控产品的研究与开发提供了参考。
机械手的抓紧控制需用到固定点停止功能。刀库/附件库/机械手可定义成索引轴,编写换刀换附件、附件转位、刀架运动刀具补偿等程序时需用到多种NC与PLC数据交换的方法。为方便调试和使用,需定义一些全局变量。鉴于篇幅,这些就不一一阐述。
本文为授权转载文章,任何人未经原授权方同意,不得复制、转载、摘编等任何方式进行使用,e-works不承担由此而产生的任何法律责任! 如有异议请及时告之,以便进行及时处理。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。