



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于M70CNC的双系统功能在双刀塔车床改造中的应用
3 与双系统功能相关的PLC程序
3.1 双系统的PLC梯形图编制要点
具有双系统功能的M70车床的PLC梯形图编制和单系统的PLC梯形图编制有所不同,其要点如下:
a.每一系统都有其单独的工作模式选择接口(JOG、自动、手轮、回零、MDI、手动定位),编制程序时可用一个选择开关同时选定;
b.进给倍率,快进倍率,手动定位数据也需根据每一系统单独设定。在操作面板上可使厢同一开关。也可使用不同的开关;
c.必须注意,为安全起见,至少在调试阶段,在面板上的每一系统的“自动启动”和“自动暂停”开关需分别设置,如果用同一开关,则两个系统中被调用的程序会同时启动,可能造成危险。
图2是相关的PLC程序。

图2双系统中的PLC程序
在实际调试过程中,常遇到某些功能不起作用,经检查多数足PLC程序中没有驱动两系统的相关功能。
4 双系统功能在车床上的有关应用
4.1 平衡切削
改造后的机床经常用于加工细长轴工件,因此要求数控系统必须具备相关的细长轴加工功能,其中一个功能就是“平衡切削”。
使用车床对细长工件进行加工时,如果工件长度过大会产生挠曲,难以实现高精度的加工。双刀塔车床可以在工件的两侧同时进行同期加工(平衡切削),就可以抑制工件的挠曲问题。另外,采用双刀塔加工,也减少了加工的时间。
在平衡切削功能中,平衡切削指令是G15、G14。G15是平衡切削指令启动。G14是平衡切削指令关闭。
G15平衡切削指令的实质是:在系统1加工程序有G代码指令出现后,必须等待系统2加工程序有相同的G代码指令出现,系统1程序和系统2程序才同时启动运行。
在图3中,系统1和系统2程序的第3步都是G00,所以同时启动,但系统l和系统2的快进速度不相同,系统2程序先执行完第3步,所以系统2停下等待系统1,直到系统1执行第3步完毕,系统1和系统2程序的第4步都是G01指令,系统1和系统2又同时启动执行各自程序的G01指令。
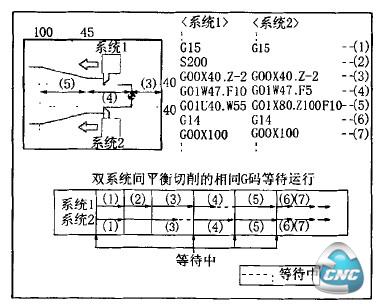
图3平衡切削
G15平衡切削指令可简称为“双系统同G码指令同时启动”。
必须注意:
a.G15指令只是“双系统相同G代码指令同时启动”启动之后,各自程序的移动量和速度可以各不相同,为了保证同期运行,应该使相同的程序段的移动量和速度相同;
b.在G15和G14之间,相同G代码指令程序段必须“数鼍相同,顺序相同”,否则会出现报警。平衡切削功能是一种特殊的双系统等待和同时启动功能。
4.2 双系统中的“程序互相等待”运行
4.2.1 系统之间的“等待指令”M等待码
G15指令只解决了双系统间平衡切削的问题。为了使双系统之间的程序配合更具柔性,M70CNC还具备双系统程序间的等待配合功能,在系统1和系统2程序之间用M代码作为等待标志,在系统1和系统2程序之间都出现相同的M代码时,系统1和系统2程序才同时启动运行。图4是双系统之间利用M代码实现程序之问的等待配合的示意图。
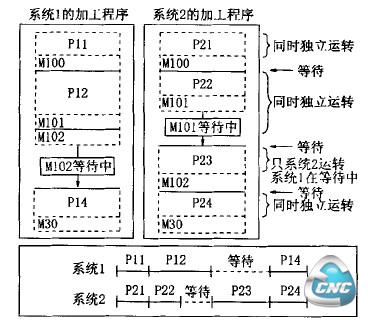
图4双系统之间用M代码实现程序的等待配合
在图4中:
a.在系统1的加工程序中,P11和P12之间的等待M代码为M100,而P12程序段必须等待系统2加工程序中的M100出现后才启动;
b.在系统1的加工程序中,P12和P14之间的等待M代码为M102,而P14程序段必须等待系统2加工程序中的M102出现后才启动。
4.2.2 相关参数
M代码能否作为等待码使用就取决于参数#l 130、荐1131的设置。
#1310最小M代码。#1310=0 M代码等待功能无效;
#1311最大M代码。#1311=0 M代码等待功能无效;
#1310、#1311任一为0,M代码等待功能无效;
如果#1310>#131 1,M代码等待功能无效。
4.2.3使用M代码必须注意
a.M代码必须单独写一行;
b.系统1使用某一M码时,系统2使用不同的M码则会产生报警,两系统停止运行,反之亦然;
c.如果系统1执行自动运行,而系统2处于非自动状态,则系统1加工程序中的等待码M无效,程序跳过该M代码执行下一段,反之亦然;
d.如果同一行程序段中,有多个M码指令,则以M码调用宏程序,M指令同期攻丝,等待M代码,一般M码为顺序编制。
图5是系统1的粗车程序、系统2的精车程序。两程序之间用M120~M130做等待指令。在粗车完毕后再进行精车。两程序同时肩动,在运行过程中由M码协调互相等待运行,从而实现双系统的全自动运行,这足双系统车床应用等待功能的一例。
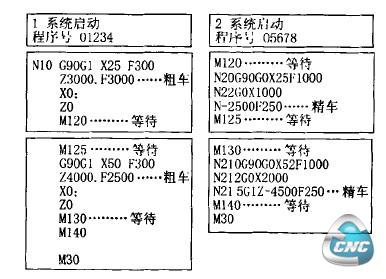
图5 双系统车床的粗车精车等待程序
5 结束语
应用M70A的双系统功能,完成了进口机床的改造。而且功能比改造前有所增强,特别是平衡切削功能的应用,使细长轴的加工精度大大提高。已运行一年,效果很好。
- 上一篇文章:数控机床电气控制系统的PLC设计
- 下一篇文章:西门子数控810D/840D的刀具管理功能