



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于Cimatron 的自由曲面数控加工
2.3 编程毛坯的建立
实际加工毛坯的尺寸是依据编程毛坯的大小来确定的。以加工电话机听筒为例,要编程加工出其外表曲面,必须先建立电话机听筒的编程毛坯。由于是空间曲面,不仅其表面尺寸难以确定,而且在加工坐标系中的位置也不好确定,所以需要解决确定所需编程毛坯的大小及其所在的位置。为此,先按曲面大小,用软件建立编程毛坯的方法自动建立一个加工出曲面所需的最小加工毛坯,查看其尺寸及在加工坐标系中的位置,然后用输入坐标值建立矩形编程毛坯的方法,经过人工简单的计算,把一个满足条件的加工毛坯的尺寸输入计算机,定义出一个编程毛坯。文中采用这种方法,不仅可使编程毛坯的大小和实际加工毛坯的大小一样,而且此编程毛坯所在的位置能够包围住所要加工的曲面。建立的编程毛坯如图2 所示。
2. 4 粗加工编程
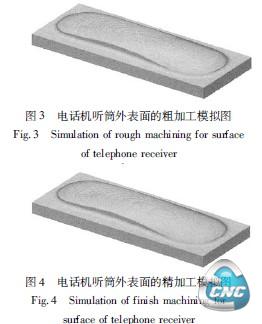
数控加工分为粗加工和精加工。在加工复杂曲面时,约70%的余量在粗加工时切除,因而大量的加工工时被消耗于粗加工过程。为此要选用一种合理的、高效的粗加工方法进行编程加工。Cimatron 提供了一种“WCUT”的加工方法,这种方法在封闭区域中逐层铣削曲面,其铣削面为平面。这是一种层切法,它不仅有粗加工的能力,而且还能进行一定程度的精加工,所以选用“WCUT”的加工方法适合对电话机听筒的外表面的编程毛坯进行粗加工编程。用“WCUT”的加工方法进行加工,在同一层加工面中Z坐标值不变;在每一层加工面里采用的是行切削,在一行里X值或Y值不变,这样加工效率就比较高。走刀方式采用往复式,虽然加工精度低些,但加工效率高;切削方向采用反向工程数据采集的扫描线方向。
由于电话机听筒的外表面的表面曲率半径某些地方比较小,而且曲率变化也大,为了能够用一把刀加工出其表面且满足精度要求,球铣刀直径选择小些,其值为Φ12;进刀和退刀方式也选用切矢方向切入和离开,以利于提高表面的加工质量;切削用量为:主轴转速是2000r/min,每层加工步长为1mm,层内加工步长也是1mm,粗加工的余量是1.6mm,表面粗糙度是0.05mm。图3 为电话机听筒的外表面模拟粗加工后的效果图。
2.5 精加工编程
数控精加工必须满足图纸要求的精度,所以精加工编程的原则是在保证加工精度的前提下尽可能提高加工效率。而编程时的加工方法选择和加工参数的设定则应根据所加工曲面的具体几何拓扑关系来确定。
电话机听筒的外表面比较复杂,有凹有凸,表面曲率大小不一。从粗加工模拟图看,层间加工步长是1mm,层内行切削的步长也是1mm 时,加工效果不是很好。所以该类曲面的精加工编程不宜用“WCUT”的加工方法。对Cimatron 提供了几种精加工曲面的方法比较试验,采用“SRFPRT”加工方法精加工复杂曲面比较好。“SRFPRT”加工方法是在限制的封闭区域中精加工曲面的一种方法,它可以沿曲面的凹凸变化进行加工,提供了平行切削、螺旋切削等走刀方式,正好符合复杂曲面凹凸变化大的特点。对该零件来说,在编程时仍然采用沿扫描方向的行切削,但这时的行切削与粗加工时在层内的行切削不同,粗加工时层内的Z值不变化,只能沿Z方向一层层的切削,而这里的Z坐标值随着曲面的起伏而变化,这是对反向工程数据采集阶段三坐标测量机测量数据的一种再现。为了提高加工精度,走刀方式由往复式改为单向走刀式,虽然加工时间长一些,但加工精度较高,这符合精加工编程精度优先的原则。切削参数为:主轴转速3000r/min,刀具直径、进退刀方式和粗加工一样,表面粗糙度0.01mm,行切削的行间加工步长则根据前述的残留刀痕高度法来确定。将各相关参数选定,加工步长设定为0.01mm。图4 是按上述方式和参数进行编程的电话机听筒的外表面精加工模拟图,可见用残留刀痕高度法来控制加工步长,可以获得较高的表面加工质量。
2. 6 数控加工程序的后处理
要使编制的程序在加工中心上实现,还得把“*.cl”格式的刀具轨迹文件转换为加工中心能够接受的,后缀为“demo”的G 代码文件。通过Cimatron 的加工管理环境把对应的电话机听筒的外表面的刀具轨迹文件转换为G 代码文件,在加工中心工作台上完成工件毛坯的安装、调试后,将生成的G 代码文件通过计算机输入到加工中心控制系统,就能在工件毛坯上复制出通过反向工程反求出的电话机听筒的外表面的复杂型面。
3 结 论
在实物自由曲面的反向工程中,需要对零件复杂曲面进行数控加工编程,是反向工程的重要环节之一,只有选择合理的加工方法、切削用量、加工余量、走刀方式、进退刀方式等工艺参数才可以以较高的切削加工效率,好的成型质量和最佳的加工粗糙度的曲面。层切法是一种高效的加工方法,根据所加工曲面的具体几何拓扑关系,在Cimatron 的CAD/ CAM 集成环境下,对平缓型曲面用“WCUT”进行粗、精加工,对凹凸型曲面先用“WCUT”进行粗加工,再用“SRFPKT”进行精加工是一种既可提高加工效率,又可获得较好的表面加工质量的途径。
- 第1页:基于Cimatron 的自由曲面数控加工(1)
- 第2页:编程毛坯的建立
- 上一篇文章:CAD/CAPP/CAM在模具设计制造中的应用
- 下一篇文章:Pro/NC刀路程序加工参数的自动设置