



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

复合刀具在柴油机气缸盖加工中的应用
针对以上存在问题,我们改进刀具,采用复合刀具来进行气缸盖燃烧室孔、气门座孔、导管孔的加工。气缸盖燃烧室孔,气门座孔和导管孔复合刀具加工艺有相似之处。以下通过燃烧室孔标准刀具、复合刀具加工工艺方案射比介绍复合刀具对同轴度、刀具成本控制。
XH718A立式加工中心采用标准刀具的加工气缸盖燃烧搴孔主要工步为:扩孔到Φ 22-扩孔到Φ40.7-半精镗Φ23孔到咖Φ22.7-粗镗Φ42孔到Φ41.7-粗镗Φ45孔到Φ44.7-精镗Φ45孔-精镗Φ42孔-精镗Φ41孔-铰孔Φ23。按照图纸要求,我们确定将Φ45、Φ42、Φ41、Φ 23四个孔的精加工复合在一把刀具上便于气缸盖加工质量控制;将Φ45、Φ42、Φ41三个孔的半精加工复合在一把刀具上便于气缸盖刀具费用的降低及生产效率提高。
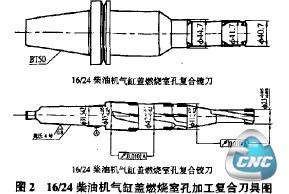
加工中心采用复合刀具的加工气缸盖燃烧室孔主要工步为:扩孔到Φ 22-扩孔到Φ40-半精镗-Φ23孔到Φ 22.7-复合刀具粗镗Φ41孔到Φ40.7、Φ42孔到Φ41.7、Φ45孔到Φ44.7-复合刀具铰Φ45孔、Φ42孔、Φ41孔、Φ23孔。
在设计刀具时,考虑到复合镗刀可采用更换刀片控制刀具磨损量,为提高刀具刚性.将刀具设计成移体式;复合铰刀由于磨损后须报废更换刀具,将刀具设计为分体式,加工时须增加一个标准的BT50-M4刀柄与复合铰刀相连接,从而达到节省刀具费用目的。在设计时将复合铰刀设计成莫氏锥柄,而没有采用传统的侧面螺钉压紧结构,主要是考虑减少刀具由于侧面螺钉压紧结构装配间隙造成的误差。从采用复合刀具加工工艺流程中可以看出,采用复合刀具加工气缸盖燃烧室各孔避免了由于机床定位和重复定位精度误差造成的同轴度误差,更容易控制形位误差,且采用复合刀具进行加工,由于提高了刀具刚性。更便于气缸盖燃烧室孔的质量控制。
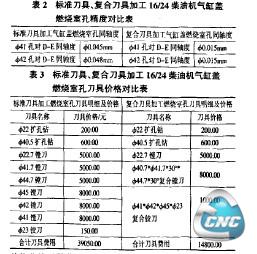
从以上对比可以看出,通过采用复合刀具加工气缸盖能节约刀具费用39050-14800=25150元。采用复合刀具加工气缸盖燃烧室孔比采用普通刀具加工气缸盖燃烧窀孔能节约大约1/3的加工时间。采用复合刀具加工气缸盖燃烧室孔时,由于减少了四把刀具,且气缸盖燃烧室孔的孔精加工都采用容易控制几寸公差的铰孔加工工艺,减少了测量频次.能节约部分辅助时间本次采用复合刀具主要目的是为了保证产品加工质量,如要提高生产效率还可以将孔气缸盖沉头螺钉孔、摇臂轴座等的加工进行刀具复合,这样可更好地提高加工效率。
4 结论
在气缸盖的加工过程中,充分利用复合刀具的优点对于产品质量控制,刀具成本控制、产生效率提高都能起到积极作用。
- 第1页:复合刀具在柴油机气缸盖加工中的应用(1)
- 第2页:工艺分析、加工
- 上一篇文章:刀调仪与Mazak数控机床联机数据传输技术的研究
- 下一篇文章:非CAD/CAM软件在数控编程中的应用