



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于Cimatron的双轮机头前盖模具设计与数控加工编程
3 双轮机头前盖数控加工编程
CimatronE拥有一套数字化编程系统。首先,可在Cimatron E的CAD环境中完成待加工零件的三维模型,提供加工零件的表面几何信息;然后经由软件的CAM编程环境。进行加工参数设置;最后由软件自动进行刀位计算和后处理。生成所需的数控代码。Cimantron E NC模块所生成的刀路轨迹,具有人性化、时间短、提刀少、效率高等特点,因此目前在模具加工行业应用极其广泛目。本节主要介绍双轮机头前盖型芯的数控加工编程过程。
双轮机头前盖型芯如图3所示,该零件毛坯尺寸为320mm×200tmm×83mm,主要由曲面、斜面、槽、孔等组成,形状结构较为复杂,并且不能使用较
大直径的刀具。编程时.首先将加工原点设定在分模面中心距零件底部30mm处,其具体的数控编程工艺分析与规划如下:
(1)粗铣型芯曲面。选择【体积铣】的【粗加工环形铣】加工程序,使用直径DIOR4环刀.留加工余量1mm,其刀路轨迹为图5(B)所示。
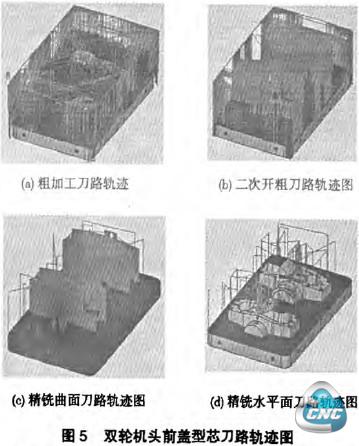
(2)二次开粗。选择【体积铣】的1_-次开粗】加工程序,使用直径IMRl环刀,对上工步留下较多毛坯余量进行加工,并留加工余量0.4 ram,其刀路轨迹为图5(b)所示。
(3)精铣型芯曲面。选择【曲面铣】的【根据角度精铣】加工程序,使用直径D2R0.5环刀,对零件进行精铣,加工余量为零,其刀路轨迹为图5(c)所示。
(4)精铣水平区域。选择【曲面铣】的【精铣水平区域】加工程序,使用直径DIR0.25环刀,对零件平面进行精铣,其刀路轨迹为图5(d)所示。
通过对上述刀路轨迹进行仿真加工,可获得轮机头前盖的仿真结果,如图6所示。
获得满意的仿真结果后,即可生成NC代码。实际加工时,应根据特定的机床系统,对代码进行适当地修改。
4 结束语
本文介绍了以Cimatron E软件为平台,对结构复杂的双轮机头前盖进行三维造型设计、模具设计和数控加工编程的过程,实现了模具的CAD/CAM一体化。应用CAD/CAM一体化技术,改变了传统模具设计与制造的手段,将使模具设计与加工工作越来越方便、快捷,有效地缩短了模具制造周期,降低成本。提高产品品质,对企业快速响应客户需求,提高市场竞争力.有着非常重要的意义。
- 上一篇文章:UG/CAM数控车编程加工的关键技术及应用
- 下一篇文章:基于CimatronE的四轴后置处理软件开发