



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于CAXA数控车的自动编程后置处理技术
2.2程序格式设里
程序格式设置,即指对G代码各个程序段的格式进行设里。设置内容包括程序的起始符号、程序结束符号、程序头、程序说明、程序尾换刀段。
(1)常用宏指令。CAXA数控车的程序格式,是以字符串、宏指令@字符串以及宏指令的方式进行设置。
其中,宏指令格式为:$+宏指令串。
数控系统提供的宏指令串如下:
当前后置文件名:POST_NAME;
当前时间:POST TIME;
当前日期:POSTDATE;
主轴速度:SPN SPEED;
当前X坐标值:COORD X;
当前z坐标值:COORD_z;
绝对指令G90;
相对指令:G91;
主轴:SPN_OFF (M05);
主轴正转:SPN_CW(M03);
主轴反转:SPN_CCW(M04);
主轴转速:SPN F(S);
冷却液关:COOhOFF (M09);
冷却液开:COOIL_ON (MO?}M08);
程序停止:PRO_STOP (M30);
$名号:输出空格。
@号:换行标志,如果是字符串就输出它自身;
(2)程序说明。程序说明部分是对程序的名称,和该程序相对应的零件名称与编号,程序编制日期和编制时间等相关信息的记录。
(3)程序头。对于特定的数控机床,数控程序的开头部分都是固定的。包括有一些机床信息,例如机床归零,主轴启动,设置工件零点,及冷却液开关等。
(4)换刀。换刀指令即提示系统更换刀具,换刀指令一般由用户根据机床设置,换刀之后系统会提取相关的刀具信息,以便于进行必要的刀具补偿。
2.3生成G代码
设置好机床后置后,根据当前机床类型的配置要求,即可把已经生成的刀具加工轨迹转化生成G代码—即CNC数控程序,并可利用CAXA数控车仿真模块进行模拟加工。可以点击“加工”菜单中的“后置处理”,选择“生成G代码”来启动此功能。
2.4校核G代码
与生成G代码功能相反,校核G代码就是把已经生成的G代码文件反读进来,生成刀具轨迹,然后进行轨迹仿真,以检查G代码的正确性。经过校核过后的的G代码,即可直接输人到机床中进行数控加工。
3 应用实例
SIEMENS数控车床,应用CAXA数控车软件的后置处理参数设置。
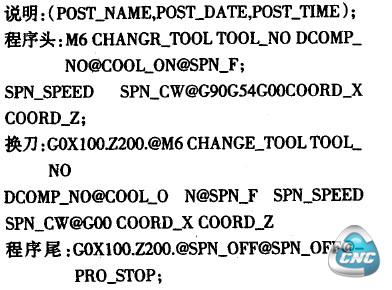
说明:"X100.Z200.”是车床安全换刀点的坐标,实际加工中,这个数值需要根据被加工零件的尺寸和编程原点的位置,进行合适的调整。
4 结束语
通过以上对后置处理文件修改,能够在CAXA数控车生成刀轨文件之后,利用相对应的后置处理文件,直接输出NC程序代码。输出的NC程序,导人到相应的数控控机床系统,就能够直接进行数控加工。此外,为了保证数控加工的可靠性,后置处理得到的NC程序,在实际加工前,必须检验程序代码的准确性。
- 上一篇文章:浅谈提高数控刀具的加工性能
- 下一篇文章:UG/CAM数控车编程加工的关键技术及应用