



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

数控机床电气控制技术及设计方法研究
(5)刀具交换装置传动电路
该加工中心使用台湾基辅刀库,刀具容量为24,刀库由交流异步电动机驱动凸轮机构实现运行,用接近开关计数,配合使用凸轮机械手,换刀速度快,定位准。当刀库中有大直径的刀具(刀具直径超过相邻刀套的中心距)时,为避免发生刀具干涉现象,换刀时需做大径刀判断后采用不同的换刀方式,如为大径刀,使用固定刀套换刀方式,如果是小径刀,则采用随机换刀方式。刀具交换及大径刀的判别由相应的宏程序或PLC程序处理。
2.2PLC程序
PLC程序是数控机床电气控制的核心部分。数控机床的PLC程序处理时间为几十毫秒至上百毫秒,这个速度处理绝大多数信息已足够了,但对某些要求快速响应的信号,这个处理速度就不够了。因此,该加工中心PLC程序设计分为高级程序和低级程序两部分:其中,高级程序中编人了必须传输到数控系统要求快速处理的紧急停止信号;低级程序则按控制功能分几个模块编制,如主轴(正反转、定向、变档、换刀等),三个直线轴(进给、快速、回参考点等),操作面板,各种电动机(润滑、冷却等)。
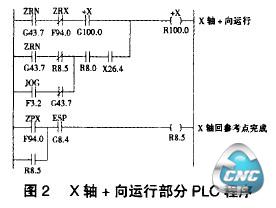
图2为该加工中心X轴+向运行的部分PLC控制程序。其中F94.0为参考点到达信号,R8.0为X轴选择信号,X26.4接X轴+向选择按钮。
2.3参数设定
参数是为完成数控系统与机床结构及机床各种功能的匹配而设置的值。因此,在以上硬件电路及PLC软件程序设计的基础上,还应根据该加工中心具体结构、功能的要求,对机床的几类参数,如系统参数、驱动参数等进行合理的设置,以充分发挥机床的性能,实现机床的正常使用。
3 结束语
机床的质量和生产效率与电气控制能力及控制系统的形式密切相关。以上基于模块化思路设计的加工中心,其电气控制系统性能良好,运行稳定可靠,同时最大限度地降低了故障率,从而使该加工中心具有良好的工作性能,加工效率高,完全满足生产要求。
- 上一篇文章:浅谈提高数控刀具的加工性能
- 下一篇文章:UG/CAM数控车编程加工的关键技术及应用