



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于UG手机上盖型芯电极设计与数控编程
1.2 电极2设计如图7所示。
1.3电极3设计如图8所示。
1.4电极4设计如图9所示。
1.5电极5设计如图10所示。
1.6电极6设计如图11所示。
1.7电极总图及电极材料清单
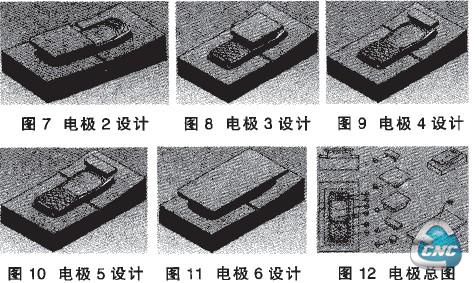
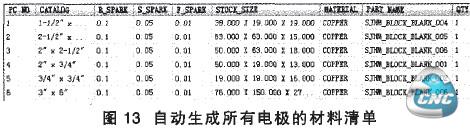
利用出图命令自动生成电极总图。所图12所示。利用材料清单命令自动生成所有电极的材料清单。如图13所示。
2 手机上盖型芯电极数控编程
手机上盖型芯电极数控编程与模具型芯或型腔数控编程相类似,最大的区别是精加工余量不同。手机上盖型芯粗、精电极的精加工余量应考虑放电间隙(即火花位),即设置电极成型部位(即电极头及避空位)精加工余量为负余量(一般粗电极为-0.2mm,精电极为-0.075mm),而基准板精加工余量仍为0。
2.1用圆鼻刀和球刀加工时,精加工余量可直接设置为负值
用圆鼻刀和球刀加工某部位时f常见为采用区域铣削加工平坦曲面),部件余量可以设置负值(电极精加工余量为-0.075 mm),但负余量值不可以大于该刀具的底圆角半径,否则无法产生刀轨。如图14所示。
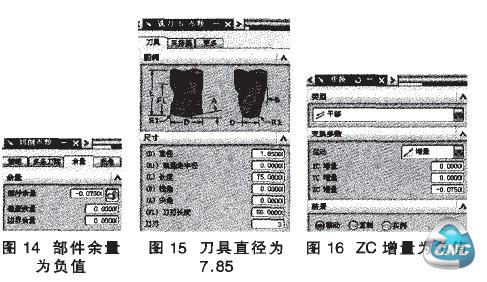
采用骗刀法加工火花位。电极火花位采用骗刀方式,即通过缩小刀具直径来加工火花位,如果精电极单边火花位为0.075mm,刀具直径为8mm 的平底刀,那么编程时刀具直径为7.85mm,写程序单时还是写上直径为8 mm刀具,也就是通过过切加工火花位。如图15所示。(2)用平底刀采用面铣削方式加工电极成型部位某平面时,该平面底面余量不能设置负余量,可以通过对生成的刀轨进行变换,即在z轴方向移动一个负余量值从而将该面刀轨向下偏置负余量值(ZC增量为-0.075mm)。如图16所示。
3 结语
对于较简单的电极或有特殊加工精度要求的电极有时也可采用成型部位图形缩小放火花间隙。通过偏置区域将成型部位偏置一个火花间隙缩小到火花位,然后直接加工到数,不需要设置负余量(精加工余量为0)。利用UG电极设计模块和建模功能可以高效、快速地设计和管理电极。电极的电极头设计采用UG建模命令,避空位和基准板设计用毛坯设计命令自动设计完成。电极数控编程时电极成型部位精加工余量为负值,而基准板精加工余量仍为0,平底刀加工无法设置负余量时,可采用骗刀方法和刀轨变换来实现。
- 上一篇文章:基于OCR软件的刀具信息数据库开发与应用
- 下一篇文章:浅谈提高数控刀具的加工性能