



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于EdgeCAM的数控技术在模具加工中应用
在孔加工过程中,我们采用了“15.8mm Drill”和“7.0mm Drill”两个钻头,其中15.8mm的钻头为组台钻头,不仅将7.0mm钻头加工出来的底孔加工成所需要的尺寸,而且端面的沟槽也一次完成。在我厂的实际加工中,这种组合刀具的应用非常普遍。我们已经习惯在EdgeCAM中生成一个完整的零件加工程序,因此孔加工也是—个不可缺少的步骤,在EdgeCAM中的孔加工方法支持各种孔加工循环,而且操作起来很简单,使得程序的完整性得到了保障。
在铣切加工过程中,我们可以定义铣刀的安装方向,因为在我厂的车铣加工中心中,铣切刀具有两种安装方向,分别为径向(Y轴)和轴向(C轴)安装,在软件中,也可以有相同的设置内容。在C&Y轴加工中,驱动模式分为“刀具驱动”和“主轴驱动”两种,我厂的设备为刀具驱动,因此在这里我们指定刀具驱动。由此可以看出,EdgeCAM在车铣过程的刀具设置过程中,与机床的硬件设备类型是紧密相关的。
在完成刀路设计之后,可以一次性生成完整的加工程序。在编程过程中,有很多值得注意的地方。例如:
1)当第一个四方铣削完成后,加工另外三个平面对以此类推,只是要注意C轴起点与上工序相差90°即可:
2)孔加工在选择钻头时,必须选择轴向动力刀具,也可自己设计成型刀具;
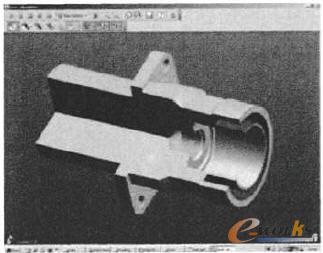
图3 完成刀路设计后的模拟加工效果
3)每次创建新刀具时,必须确认刀具类型,如车刀,铣刀,钻头,丝锥,绞刀等等,因为EdgeCAM的动态菜单内容与刀具有关;
4)铣削和端面钻孔结束后,必须取消主轴锁定和C轴进给,否则无法进行铣切加工;
5)每次刀具完成加工之后,必须回到安全位置换刀,软件界面中已经有该选项。
3 结论
总之,模具的数控加工中应用EdgeCAM系统,可以大幅度减少程序的调试时间,提高生产效率,并且动态实体模拟加工仿真功能也十分受用户欢迎,并且仿真过程中可以任意的进行拖动、旋转、放大等操作,模拟过程自由方使。随着人们对加工系统一体化集成和编程智能化有了更高的需求和更深的认识,实体模型在加工领域中扮演着越来越重要的角色,而实体加工已成为未来数控编程的一个发展方向,希望能有越来越多的CAM产品在此方向上进一步探索和发展。
- 上一篇文章:浅述数控车削加工中刀具和切削液的选择
- 下一篇文章:基于CAXA数控车的特殊弧形零件的自动编程