



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于广州数控GSK928 MA数控系统的MasterCAM9.0后置处理程序的二次开发
2.2 具体的修改过程
其修改方法是:打开Meam9、Mill、Post、MPFAN.PST文件。
2.2.1 修改程序开头和结尾
程序开头的修改:
在”#Start of File and Toolchange Setup”中找到”Start of file for non—zero toolnumber”,
删除其中的以下6行:
”%”。e
*progno,e
”(PROGRAM NAME-”,sprogname,”)”,e
(DATE=DD-MM-YY-。date,”fnME=HH:MM-”,time,”)”,e
pbld,n,*smetrie,e
pbld,n,*sgcode,*sgplane,”G40”,”G49”,“G80”,·sgabsinc,e
程序结束的修改:
在”#End of tool path,toolchange”中找到”Pretract#End of tool path,toolchange”,
删除其中以下两行:
pcanl,pbld,n,sgabsinc,sgcode,·s928ref,”ZO.”,scoolant,strcantext,e
pbld,n,·s928ref,”X0.”,”Y0.”,protretinc,e
2.2.2 关闭第四轴
找到旋转轴的设置”#Rotary Axis Settings”,把其下的”Rot_on_x:1”更改为”Rot_on__x:0”即可关闭第四轴A。
2.2.3 修改刀具调用
在Psof(第一把刀)中查找”Ifstagetool>=zero,pbld,n,宰t,”M6”,e”一行,将其更改为:”if stagetool>=zero,pbld,n,*t,e”。
在Ptlchg(第一把刀之后的所有刀具)中查找”pbld,n,事t,”M6”,e”一行,将其更改为:”pbld,n,*t,e”。
2.2.4 修改数值单位
在”#Format statements”中查找”#default English/metric positon format statements”,将:
”fs2 l 0.7 0.6 #Decimal,absolute,7 place,de.
fault for initialize(:)
fs2 2 0.4 0.3 #Decimal。absolute,4/3 place
fs2 3 0.4 0.3d#Decimal。delta,4/3 place”
改为:
”fs2 l 0.7 0.2 #Decimal,absolute,7 place,defaultfor initialiZO(:)
fs2 2 0.4 0.2 #Decimal。absolute。4/3 place
fs2 3 0.4 0.2d#Decimal,deIra,4/3 place”。
2.2.5 修改中间暂停指令
找到”pflchg#Tool change”,将”pbld,n,”M01”,e”这一行删掉。
2.2.6 删除刀具注释
找到”#Tool Comment/Manual Entry Section”,把其中的””(”pstrtool,*tnote,*toffnote,*tlngnote,*tldia,”)”,e”一行删除。
2.2.7 钻孔循环的输出
在”群EIlbale Canned Drill Cycle Switches”中找到:”usecandriU:nousecanpeck:no”,
将其更改为:
”usecandriU:yes(输出为GSl)
usecanpeek:yes(输出为G83)”o
2.2.8 行号的省略输出
对于较大的程序尽量避免输出行号,减少占用空间,找到”Omitseq:no#omit squence number”,更改为”Omitseq:yes#omit squenee number”。
2.3 修改后生成加工代码
将MPFAN.PST修改完以后,另存为GSK928MA.Psr文件。处理完后生成的加工代码如图2所示。将生成的加工代码传输到机床进行验证,完全符合GSK928MA立式数控铣床的要求,并且更加符合编程人员的编程习惯。该后置处理程序已经由笔者试验过多次。对其他不同数控系统机床的后置处理程序的修改有一定的参考价值。
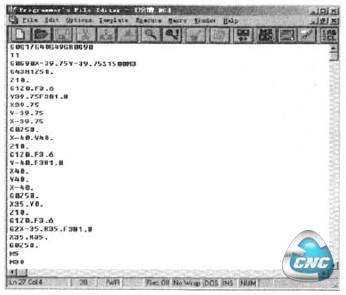
图2使用GSK928MA.PST文件生成的加工代码
3 结束语
本文介绍了MasterCAM软件后置处理程序修改的一般思路,在实际生产中要根据机床数控系统的类型具体修改。随着我国模具工业,汽车工业的发展,制造业水平的整体提高,数控机床在企业中被广泛采用。网络DNC技术日趋成熟,使得自动编程已经成为数控加工中的关键技术之一。因此,大力推广和提高CAD/CAM编程的技巧,将有助于提高零件的加工质量和加工效率,发挥数控机床的优点,提高企业的经济效益和核心竞争力。
- 上一篇文章:浅析数控加工的工艺流程
- 下一篇文章:基于宏程序的天圆地方数控加工