



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

西门子软件撞块功能在数控机床位置确认中的应用
3. 软件撞块信号的输出
机床坐标回零后,通过轴接口信号DBX2.0来激活软件撞块。软件撞块的信号输出有两种方式:
(1)软件撞块信号可以输出到PLC机床轴的软件撞块位置是通过以下接口信号反映出来的:DB10.DB11ll0和DB10.DBB114(对应第1~第8对软件撞块的负向和正向位置反馈值)
DB10.DBB111和DB10.DBBI15(对应第9~第16对软件撞块的负向和正向位置反馈值)
DB10.DB8112和DBIO.DBB116(对应第17~第24对软件撞块的负向和正向位置反馈值)
DB10.DBBI l3和DB10.DBB117(对应第25~第32对软件撞块的负向和正向位置反馈值)
(2)软件撞块信号可输出到NC快速输出信号以直线轴为例设置机床数据如下:
MD10350FASTIO DIG_NUM_INPUTS=2(两个字节的NCK输人EA_IN (n])
MD10360FASTO_NUM_DIG_OUTPUTS=2(两个字节的NCK输出}6 A_ OUT [ n ])
MD10361FASTIO_DIG_SHORT_CIRCUTT[0〕=01020102H(将输出第二个字节的第一位与愉人第二个字节的第一位“短路”)
MD10470SW_CAM_ASSIGN_FASTOUT_1=2H(将软件撞块信号抬出到NCK输出的第二个字节)
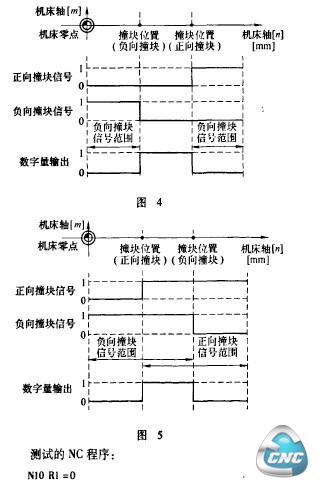
注意:输出的信号是正向撞块信号和负向撞块信号同时为“。”或“1”时,如图4、图5所示。

4.软件撞块功能的应用实例
下面是落地式铣镗加工中心利用软件撞块功能来实现换刀位置确认的实例。落地式铣镗加工中心在换刀时需确认的直线轴有Y、Z、W,旋转轴有主轴。首先设定参数10450将软件撞块分配给机床轴如下:
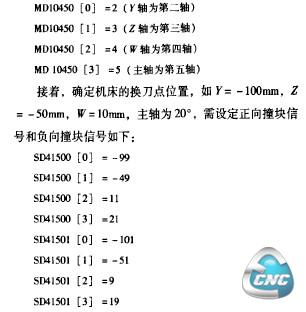
这样参数设定好后,NCK反馈给PLC的信号DB10.DBX110.0、DB10.DBX110.1、DB10.DBX110.2、DB10.DBX110.3和DBIODBX114.0、DB10.DBXll4.1、DB10.DBX114.2、DBl0.DBX114.3均为1,这就可以进行轴的位置确认了
- 上一篇文章:数控机床六刀位立式电动刀架控制系统设计
- 下一篇文章:基于总线和网络技术的开放式可监控数控系统