



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

激光加工CAD/CAM系统的开发
3.4 CAM处理模块
根据建模后天生的产品信息及制造要求,人机交互或自动决策出加工零件所要的辅助加工线、嵌套关系、加工顺序、偏移方向、偏移量等。轨迹偏移中的刀具轨迹的偏移计算天生所需的刀具加工轨迹,并能直接输出轨迹参数信息,被NC自动编程系统接收、识别。NC自动编程系统通过接受、识别系统所提供的刀位信息,并把它转换成零件的数控加工程序。
3.3 影雕处理模块
激光影雕加工的基本原理与过程是:在图像处理系统中,对原始图像文件进行编辑、预处理,再应用半色调技术天生激光影雕模式下的黑白二值图像文件。计算机控制系统读取二值图像文件、控制X-Y轴带动激光头作扫描移动并由黑白二值图的0,l值控制激光的开或关,激光束经光学机构传输和聚焦在材料表面上,使作用点的材料迅速熔化、气化而喷射出,形成类似手工雕刻凹陷点。因此,该模块主要对图像进行各种半色调方法处理,有误差扩散法、抖动法、抖动扩散法和阀值法。误差扩散法根据滤波器的不同又分为Stucki,Burkes,Sierrk,larvis,Stevenson和Steinberg法。抖动扩散法依据要求进行模版大小的设置,终极得到影雕加工所需的影雕二值点图或者是图形设计中的图像底板。
4 系统运行实例
图3为开发出的激光CAD/CAM系统软件调人DXF文件后所天生的刀具轨迹实例。首先,对调人的DXF图形进行排序,然后对轨迹天生的对话框进行设置,辅助线是图形中已经包含或者是偏移后添加的,用以确定辅助线的添加方式;由加工轨迹的加工走向和偏移方向,指定它们是人工交互完成或者是系统自动判别,系统自动判别时的走向由对话框选项指定所有单元走向都是顺时针的或是逆时针,而偏移方向则遵循外轮廓向外偏移,内轮廓向内偏移;输人要偏移补偿的量等。假如加工走向和偏移方向是人工交互方式进行时,首先选取轮廓线上的一条图元,选中这一轮廓单元,按箭头提示选择加工走向,接着再按箭头提示选择偏移方向,即可完成一个轮廓单元的偏移天生。假如加工辅助线是由偏移后添加的,则可通过绘图工具和屏幕捕捉进行辅助线的添加。该刀具轨迹路径由3个加工单元组成。辅助线在偏移后添加,偏移的加工走向和偏移方向由系统自动判别。内层为工件轮廓,外层为刀具轨迹,封闭环之间的串接线为引刀线、退刀线、过渡线等加工辅助线。
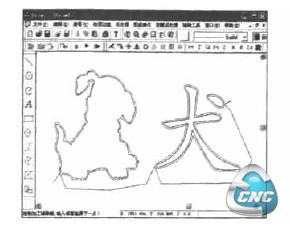
图3 刀具轨迹天生图
图4为经过各种预处理和半色调处理天生的影雕图像。读取彩色图像,对图像进行灰度处理、灰度的调整、亮度对比度的调整和锐化增强等预处理操纵,然后选择合适的半色调处理算法,天生可以进行激光影雕加工的二值影雕图像。
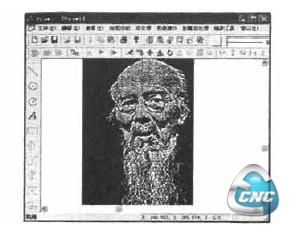
图4 雕塑图象天生效果图
5 结束语
采用面向对象的编程方法,开发了一套具有切割和影雕图像天生两大功能的激光加工CAD/CAM软件系统。该系统具有DXF文件导人接口、图形佑人与编辑、刀具路径天生等功能,天生的NC代码和影雕图像应用子自主开发的数控激光加工系统上,可加工出满足的产品,广泛应用于激光加工机及其他数控切割机。
- 第1页:激光加工CAD/CAM系统的开发(1)
- 第2页:CAM处理模块
- 上一篇文章:立柱缸底的SolidWorks三维建模
- 下一篇文章:数控机床六刀位立式电动刀架控制系统设计