



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

数控设备网络化管理系统的研究与实现
2.2 数控程序的编辑与传输
手工编制数控程序在加工前需要仿真。仿真能检查出刀具轨迹方面的错误,但不能识别编程语法的错误。数控程序编辑系统的关键在于词法分析和语法分析。词法分析以每一行为单位作为字符流进行分析,可以排除非法字符、非法指令、无结束指令等错误。语法分析的关键在于建立语法规则表。语法规则表中列出与相关指令相匹配的功能字。系统将字符流与语法规则中的相关指令相比较,如果读入单词与之不匹配,则显示出错。
PC与数控机床的数控程序传输基于串口通信技术。RS232串口标准是美国电子工业联合会(EIA)与BELL等公司一起开发的通信协议,它适合数据传输速率0~20,000bit/s范围内的通信。这个标准对串行通信接口的有关问题,如信号线功能、电器特性都做了明确的规定。另外RS一232的硬件编程要求比较简单,价格便宜,而且现有数控设备中很多已经内置了这种嵌入式接口。串口设备服务器方案如图3所示。
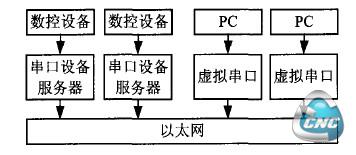
图3串口设备服务器方案
2.3 数控程序编辑、管理与传输集成架构
市场的激烈竞争要求数控加工企业发挥数控设备的最大效能。数控程序编辑、传输与管理功能的集成将极大提高生产效率。数控程序经CAD/CAM系统产生后,从编辑、仿真、管理到最后通过串口发送到机床进行加工,由一体化的软件进行统一管理。由于数控加工企业在生产经营过程中需要存贮和管理大量数据,实现信息和实现过程的集成,因此一些大型企业实施了PDM系统。产品结构管理是PDM系统组织和管理数据的核心之一。相互关联的一组零件按装配关系组织构成部件,一系列的零件和部件再有机地装配在一起构成产品。在产品体系结构中,每个零件、部件对象都有自己的属性,如唯一标识码、上级零部件标识码、名称、版本号、数量、材料、类型(自制件、外购件)等等。对于实施了iMAN、windChin等PDM系统的生产企业,通过对这些PDM软件系统进行二次开发,可将这些产品结构数据导出为一个xML中间文件,然后将此文件直接导入数控程序管理系统,从而实现产品结构数据的共享。数控程序编辑、管理与传输的集成架构如图4所示。
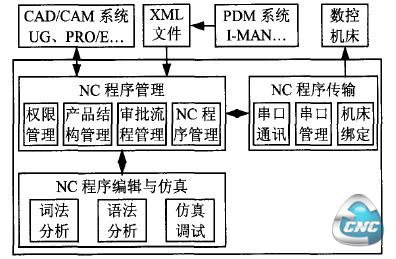
图4数控程序编辑、管理与传输的集成架构
3 数控设备网络化管理系统的实现
数控程序管理系统的系统设计如图5所示。系统功能由NC程序管理、用户权限管理、产品结构管理、审批流程管理等四个模块组成。
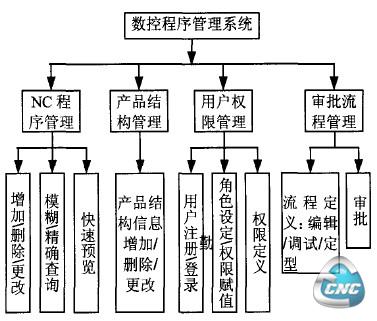
图5数控程序管理系统的功能模块
目前数控程序的程序段格式都是采用字地址符格式,常用功能字有准备功能字、辅助功能字、尺寸字等。对尺寸字、主轴转速给出了参数取值范围。参考计算机高级语言编译原理的思路和方法,依次对数控程序进行逻辑检查、词法检查及语法检查,从而实现数控程序的编辑功能。
开发串行通信程序常用两种方法:(1)使用通信控件MSCOMM开发。这种方法虽然简单,但常发生数据丢失,尤其在大量连续数据传输场合中。(2)采用WIN32应用程序编程接口(API)所提供的串行通信函数。这种方法实现复杂,要调用许多API函数,还要进行多线程编程,但可靠性很高,可满足实时系统和大量连续数据传输场合。利用Windows API函数进行串口通讯编程遵循以下顺序:(1)打开串口,即以指定的串口号、打开方式来建立与串口的连接。(2)串口的初始化,即配置通讯的波特率、每字节位数、校验位、停止位等参数。(3)读写串口,即通过串口接受数据和发送数据。(4)关闭串口,即断开与串口的连接。在windows系统中,串口和其他通信设备是作为一种文件处理的。串口的打开、关闭、读取和写入所用的函数跟操作文件的函数完全一致。
4 结束语
本系统的开发基于某数控加工企业的实际生产需求,解决了长期以来数控加工生产效率难以提高的瓶颈问题,实际应用结果深得用户好评。
- 第1页:数控设备网络化管理系统的研究与实现(1)
- 第2页:数控程序的编辑与传输
- 上一篇文章:立柱缸底的SolidWorks三维建模
- 下一篇文章:数控机床六刀位立式电动刀架控制系统设计