



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

高速数控加工刀具路径的优化
2.2 高速数控精加工刀具路径的优化
2.2.1 笔式加工
笔式加工属于粗加工以后的半精加工,由于粗加工采用的刀具直径较大,在工件凹槽及内角处留下的加工余量比其他位置更大,为保持切削载苛恒定,使精加工余肇均匀.在高速精加工之前,应将这些部位多余的材料去除,笔式加工用的策略是,首先将先前大直径刀具加工霸留下的州槽和拐角批到,然后让刀具自动沿着这些拐角走刀,允许采用的刀具越来越小,一直到刀具的和三释和三维拐角凹槽的半径相一致,以将拐角处的多余余量去降
2.2.2 余量加工
余量加工主要是在精加工前.将所有加工表面的多余余量切除,为界定余量加工范围,在加工确器判断工件的残崩材料。为减少离散的步长,使加工纹理合理及提高加工过程的效率,对被加工区域与笔式加工方向和连接方工要采取合理的方式。余量加工与笔式加工的不同之处是,余量加工的是大尺寸刀具加工之后的整个区域.笔式加工只是针对拐角处的加工。
2.2.3 精加工
(1)平行轨迹加工(Rasler),这种类型的刀具轨迹又被称为扫描行切或“zigzage”类轨迹、采甩平行轨迹加丁的优点是计算基小.切削效率高:不足之处是在平行于二刀具轨迹的陡斜面,得到的刀具轨迹其z向问隔很大,使r件局部的陡斜面比较粗糙,由于精度不高对此可以采用补充垂占路径或对刀冗轨迹摆放角度进行调整的方法来修正。
(2)放射轨迹加.放射轨迹加工一般用于对称且加丁纹理有特殊要求的情况,放射状加工在靠近中心的位置处.其刀具轨迹密集重叠,同此
在刀具轨迹延伸至中心的模型中,加工效率不高,其总加工时间与采用平行加工策略相比较,要多H{约20%~30%左右,所以放射轨迹加工一般只用于对,刀具加工纹路有特殊要求的加工区域,如球商及环形圆弧面区域等。
(3)螺旋轨迹加工(Rpiral)。螺旋轨迹加工的优点是避免了刀具的行间移刀与起降.对于一些特定类型的工件,螺旋轨迹加丁只需要一次切人和切出就可以完成对工件模型表面的包络。在工件的中心能够避免刀具重叠,故其加工效率比放射轨迹要高。
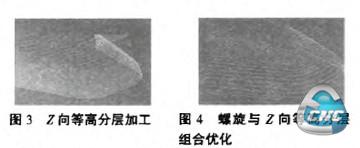
(4)z向等高分层加工。用z向等高分层加工时.因为刀具轨迹在z向进行定距下降,在对水平或接近水平的平坦区域加工时,容易存在行距过大的问题,使残留高度较大,而对于陡斜面的加工,其刀具路径有可能过于密集(见图3)。
(5)螺旋与z向等高分层组合优化。由于螺旋轨迹加工和Z向等高分层加工只能加工斜度特定的斜面,但丁件表面的斜率是不一样的,为了简化数控编程。可以对上述两种方法进行组合优化。在生成刀具轨迹时,以工件的残余高度作为计算切削行距的依据,也就是根据被加工丁件表面的斜度和曲率,对刀具路径之间的距离进行相应的调整(见图4)。这种轨迹生成算法兼顾了加工精度和效率。
3 结束语
在高速切削中,刀具路径决定刀具相对于工件的运动,是影响切削效率和加工质量的关键因素之一。优化的刀具路径能够保证切削过程的平稳与快速。它将直接决定工件高速加工的可能性和加工的质量与效率。故进行刀具路径的优化在高速加工中是非常必要的。
- 第1页:高速数控加工刀具路径的优化(1)
- 第2页:高速数控精加工刀具路径的优化
- 上一篇文章:运动控制技术在数控机床I/O中的应用
- 下一篇文章:基于数控机床润滑自动控制系统