



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

现代数控铣削对刀具系统的要求
2.2 数控加工用的刀柄
刀具系统的刚性一直是机械加工中被重视的主要问题之一。刚性不足会引起刀具的振动或发生刀具倾斜,影响加工精度、加工效率。并且因为刀具的振动会加快刀具的磨损,甚至影响刀具及机器的寿命。如果将刀柄杆部近似成一实心圆柱刚体,那它的刚性与截面直径的4次方成正比,与柱长的3次方成反比。也就是说,一把刀柄在它的质量限定后,当然越粗越短刚性便越强。
常规数控刀具刀柄均采用7:24圆锥工具柄,并采用相应类型的拉钉拉紧结构(如图1所示BT40刀柄)。
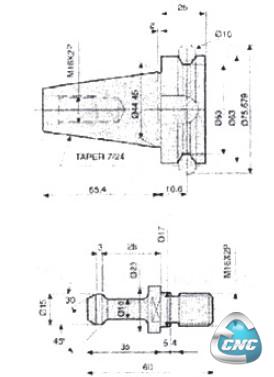
图1 BT40刀柄
高速加工要求确保高速下主轴与刀具的连接状态不发生变化。但是传统主轴的7:24前端锥孔在高速运转的条件下,由于离心力的作用会发生膨胀,膨胀量的大小随着旋转半径与转速的增大而增大;但是与之配合的7:24实心刀柄膨胀量则较
小,因此总的锥度连接刚度会降低,在拉杆拉力的作用下,刀具的轴向位置也会发生变化,同时主轴锥孔的呈“喇叭口”状扩张,会引起刀具及夹紧机构质心的偏离,从而影响主轴的动平衡。要保证这种连接在高速下仍有可靠的接触,需有一个很大的过盈量来抵消高速旋转时主轴锥孔端部的膨胀,这就要求拉杆产生很大的拉力,这拉力对快速换刀非常不利,同时对主轴前轴承也有不良的影响。
高速加工对动平衡要求非常高,要求刀具与装夹机构具有精确的动平衡。但是传递转矩的键和键槽会破坏这个动平衡。另外7:24锥柄采用单独锥面定位,定位面长,很难实现全长无间隙配合,如存在间隙会引起刀具的径向圆跳动,从而影响主轴组件整体结构的动平衡。
基于以上分析,常规7:24刀具刀柄不适宜高速加工。目前在高速加工中心上应用较多的是德国的HsK高速刀柄。HSK刀柄中空,质量轻,自动换刀动作快,可缩短移动时问;采用1:10的锥度,与7:24锥度相比锥部较短,楔形效果较好,有较强的抗扭能力,能抑制因振动产生的微量位移;刀柄与主轴间由扩张爪锁紧,转速越高,扩张爪的离心力(扩张力)越大,锁紧力越大。HsK刀柄自身有较大的弹性变形,可能因为主轴内孔的膨胀而造成刀柄本身也膨胀。所以它对制造时的公差精度要求相对较松。但也正因为它是中空短柄,所以刚性、强度要受到一定程度的影响。
无论如何,HSK刀柄弥补了传统刀柄的许多不足,必将成为刀具系统的主流,被誉为“21世纪的刀柄”。
3 结束语
现代数控铣削技术是集高效、优质、低耗于一身的先进制造技术,它广泛应用于模具工业和汽车工业领域。随着科学技术的进步,现代数控铣削对刀具提出了越来越高的要求。由于其具有传统加工无可比拟的优势,仍将是我国今后数控加工技术必然的发展方向。
- 第1页:现代数控铣削对刀具系统的要求(1)
- 第2页:数控加工用的刀柄
- 上一篇文章:刀具半径补偿功能在数控加工中的应用
- 下一篇文章:数控铣床常用刀具的合理选用