



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

Cimatron E软件在模具制造中的应用
3.半精加工(SRFPKT)
使用D16(R8)球头铣刀,采用投影曲面铣削(Surface Milling, ParallelCut)的加工方式,安全平面(CLEARANCEPLANE)为150mm,加工的最大高度(Z-top)为90mm,加工的最低高度(Z-bottom)为40mm,步距(Side Step)为0.8mm,粗加工余量(Part Surface Offset)为0.25mm,加工精度(Part Surface Toleranc)为0.05mm,铣削方向(Cutter Direction)为Bidir,切割角(Milling at Angle)为45°,方向(Direction)为Roth:Up&Down,主轴转速(SPINDLE_ SPEED)为1500r/min,进给速度(CUT_ FEED)为900mm/min。使用程序执行(Exetute)功能,加工刀具轨迹如图5所示。同时,对加工进行仿真模拟(Simulation)检查和过切检查。整个定模芯的的余量被去除大部分,为D10(R引球刀加土做好准备,符合土z的要求。接着进行后置处理(Post),自动产生程序,送至CNC加工中心进行数控加工。

图5半精加工分型面
4.精加工一(SRFPKT)
使用D10(R5)球头铣刀,采用投影曲面铁削(Surface Milling,Parallel Cut)的加工方式,安全平面(CLEARANCE PLANE)为150mm,加工的最大高度(Z-top)为90mm,加工的最低高度(Z-bottom)为40mm,步距(Side Step)为0.2mm,粗加工余量(Part Surface Offset)为0mm,加T精度(Part SurfaceToleranc)为0.01mm,铁削方向(Cutter Direction)为Bidir,切割角(Milling at Angle)为135°,方向(Direction)为Both:Up&Down,主轴转速(SPINDLE SPEED)为1800r/min,进给速度(CUT_ FEED)为800mm/min。使用程序执行(Exetute)功能,加工刀具轨迹如图6所示。同时,对加工进行仿真模拟(Simulation)检查和过切检查。整个定模芯的大部分范围被精铣到位,符合工艺的要求。接着进行后置处理(Post),自动产生程序,送至CNC加工中心进行数控加工。
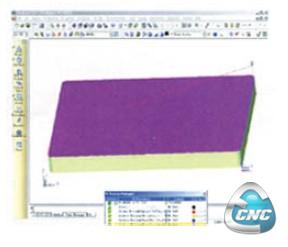
图6精加工分型面
5.精加工二(WCUT FINISH)
半精加工选用D20(R0.8)端铣刀,采用曲面铣削(Surface Milling,By Layers)的加土方式,安全平面(CLEARANCE PLANE)为150mm,加工的最大高度(Z-top)为90mm,加工的最低高度1 Z-bottom )为40mm,切深(Down Step)为0.45mm,粗加工余量(Part Surface Offset)为0 mm,加工精度{Part Surface Toleranc)为0.01mm,铣削方向(Milling Direction)为Mixed Milling,切割方向(Cut口irection)为工nside Out,零件是否为开放零件(Open Part)为NO,主轴转速(SPINDLE_SPEED)为1400r/min,进给速度(CUT_FEED)为1000mm1mino使用程序执行(Exetute)功能
加工刀具轨迹如图7所示。同时,对加工进行仿真模拟(Simulation)检查和过切检查。整个定模芯的的墙壁根部余量被去除,符合工艺的要求。接着进行后置处理(Post),自动产生程序,送至CNC加工中心进行数控加工。
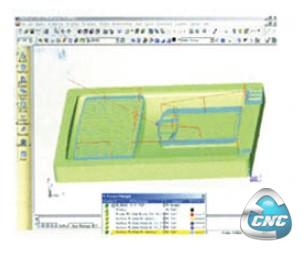
图7清角加工
四、结束语
在柜机面板模具的加土过程中,由于采用了Cimatron的数控加丁技术,大大降低了人工设计和普通设备加工所造成的误差,使铣床、电加工、钳工、抛光的工作量和劳动强度大大减少,提高了模具的加工效率,缩短了模具的制造周期,也提高了模具的质量,而且可以实现无图加工,为企业带来了良好的经济效益。
- 上一篇文章:基于PC机的通用数控系统软件的设计与应用
- 下一篇文章:刀具半径补偿功能在数控加工中的应用