



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

DNC网络体系的设计与构建
3.3硬件的安装
车间数控加工中心的情况如表3所示。
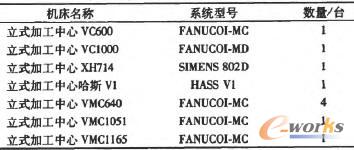
表3车间数控加工中心的情况
一般数控系统的RS232C接口常用的有25脚和9脚两种。具体引脚定义见表4和表5。其中数控系统RS232传输常用线有:TXD/RXD、RTX/CTX、DTR/DSR三对线加GND线,共7条。有时会额外加一条保护地线。
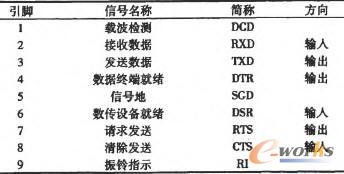
表4标准RS232C9针D型接头引脚定义

表5标准RS232C笃针D型接头引脚定义
硬件部分主要是无线AP及智能终端的安装。智能终端本文选择的是NC601,本产品内置CAXA开发的面向机床联网用户专用通信软件,其规格及说明见表6。NC601的串口管脚为标准DB9管脚,与标准计算机RS232C9针D型接头定义相同,整个系统采用NC601智能终端将所有机床接入以太网络,让每个机床具有一个固定的IP地址并设置固定的网关及密码(智能终端内部设置)。用以太网络代替RS232网络,获得高稳定性,用网关及密码保证系统免受非法侵入,智能终端采用非Microsoft系统,同时屏蔽二进制文件传入机床,以此保证机床系统免受病毒感染。

表6 NC601规格说明
NC601 D型串口引脚定义如表7所示。

表7 NC601 D型串口引脚定义
机床通过智能终端直接接入以太网络。数据从服务器到机床前的传输速率可达10Mbps,甚至100Mbps。在大量数据传送时,与多串口卡系统比,其优势不言而喻。对于无线局域网络接入方式,其服务器到智能终端的通信速率可达11Mbps左右,也远远大于标准串行通信接口。每台机床通过智能终端设置一个主机名和IP地址作为识别它们的唯一标志,机床IP地址与服务器在同一子网中,保证在主干网中的连接。此外其他相关的参数也必须进行设置,如100Mbps全双工100f、串口参数等。
主无线AP最好放在高处,天线向下辐射。放置越高辐射范围越广,可以放在车间的中间房顶处。而客户端无线AP则一定要安放在机床外部高处,网桥安放处最好能够直视到主无线AP,客户端AP对电源要求比较高,为5V直流,其220V交流转5V直流电源适配器在机床端取电时,尽量连接机床变压器的输入端(从380V中分一项出来)。如从变压器输出端接线,则尽量使用机床控制器的直流电源引用的那一相220V交流。实践证明,如果客户端的电源不稳定,则使用DNC通信时,常常会出现无法连接该机床的错误(端口连接失败)。
3 结语
DNC网络体系的构建,能够满足网络化制造的需要,实践证明,该系统网络体系结构具有灵活性大、可扩展性强和稳定性高等一系列特点。同时,由于用于构建DNC系统的硬件设备也存在着数控多、布局分散和集成化程度低的特点,故该系统的建立对于制造企业具有一定的指导意义。
- 第1页:DNC网络体系的设计与构建(1)
- 第2页: DNC网络体系的建立
- 第3页:硬件的安装
- 上一篇文章:浅谈机床电气的数控化
- 下一篇文章:基于孔特征加工中的UG—CAM技术