



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于MasterCAM的后置处理程序在SIMENS系统中的应用
2.重新设置的部分
(1)坐标轴的设置。DMG63V立式加工中心是三轴联动,没有装旋转轴,找到旋转轴设置部分“#Rotary Axis Settings”,把“Rot_On_X:1”改为“Rot_On_X:0”或找到“#Numbered questions for Mill”提问项,将“164.Enable Rotary Axis Button? Y”改为“164.Enable Rotary Axis Button? N”,即可关闭四轴。
(2)圆弧插补方式的设置。Mpfan后处理程序可以设置三种插补方式,对于SINUMERIK 810D数控系统三种圆弧插补方式都支持。①维持“#General Output Settings”中的“Arcoutput:1”不变,或设置为“Arcoutput:2”。后者则必须同时将“#Address String Definitions”中“Srad" R"”改为“Srad"Cr"”;“Srminus"R-"”改为“Srminus"Cr=-"”,因为在输出NC程序中涉及到半径。② 将“#General Output Settings”中的“Arcoutput:1”设置为“Arco-utput:0”
(3)孔加工固定循环开关的设置。由于810D系统的孔加工固定循环的指令代码和输出格式与MPFAN后置处理程序完成不同,所以最好的处理方法是将“#Enable Canned Dril Cycle Switches”中的功能开关全部关闭,即关闭“Usecandrill:No”、“Use-canpeck:No”、“Usecanchip:No”、“Usecantap:No”、“Usecanbore1: No”、“Usecanbore2:No”、“Usecanmisc1:No”和“Usecanmisc2:No”。这样,利用Master CAM孔加工菜单做孔加工时,将生成由“G0”、“G1”、“G4”和暂留时间“F”组成的孔加工固定循环程序。
(4)MasterCAM与810D数控系统之间的通讯。810D数控系统除了可采用专用PCIN软件进行数控程序的传输外,也可通过MasterCAM自带的通讯方式进行传输,在主菜单中依次选择Fine→Nextmenu→Communic选项,系统弹出如图2所示“Communic”对话框。
按图2设置好参数后,单击Send按钮,弹出“Specify File Name to Read”对话框,选取一个设置好的NC文件,单击打开按钮即可发送到机床,进行加工。
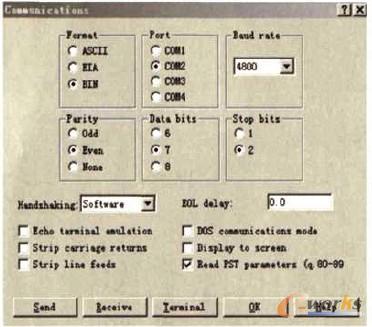
图2 通讯参数设置
四、加工实例
下面以以加工凸轮零件为例,介绍数控程序的生成方法。
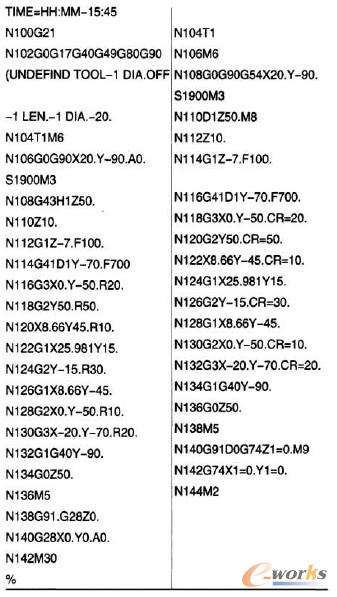
图3为某凸轮零件图形,对图3所示零件进行二维外形铣削,用修改前的后置处理程序“MOFAN”和修改后的后置处理程序“810D”生成的加工程序对比如表所示。
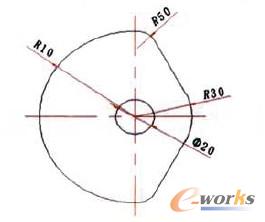
图3 凸轮零件图
表 后置处理程序修改和设置前后生成的外形铣加工程序
五、结束语
按照上述方法设计的专用后置处理程序所生成的NC程序,能够处理轮廓、内槽和曲线的刀具路径文件,并不需要人工再做二次处理,均能在DMG63V加工中心的SIMENS系统810D中直接进行加工。
- 上一篇文章:粉末金属件用PCBN刀具硬车削加工
- 下一篇文章:刀具选择前必须确定与机床有关的因素