



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

数控机床联网:CAXA 网络DNC搭建企业数字化车间
四、确定实施方案
选型和项目实施团队确定后,我们经过与CAXA的项目经理和咨询顾问多次协商,最终确定了我公司数控车间数控机床联网系统的实施方案。
实施方案的内容包括:确定软硬件环境、网络拓扑结构,信息点的布局;确定管理流程,对应企业内部的职务分配角色,划分相应的权限;草拟《网络数控机床联网操作规范》,征求相关单位意见。
实施方案的总体要求:安全可靠、稳定有效、软硬件配置科学、有一定的前瞻性、可扩展性。
下图就是我公司网络数控机床联网系统的结构图(图中省略了交换机):
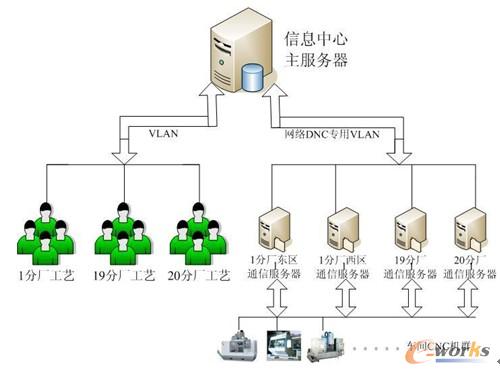
图中,各机加分厂工艺人员通过CAXA网络数控机床联网管理客户端将各种数控相关数据统一上传至信息中心主服务器并有磁盘阵列负责数据的安全;数控机床通信由各分厂使用专用通信服务器通过数控机床联网专用VLAN将数控程序在信息中心主服务器和数控机床间进行上传或下载;各VLAN之间还使用了访问策略,以保证企业各类数据安全。
五、项目的实施
项目的实施按照先前确定的《数控机床联网系统实施方案》按部就班的执行即可。在实施过程中,甲乙双方应本着合作、共赢的态度来工作。对项目中的节点要控制好,实施的主要过程有:
施工:对系统软硬件进行安装,连接数控设备,施工中生成的报表有《材料交付和检验报告》、《工程变更报告》、《产品安装纪录》等;这部分工作主要由CAXA的项目实施经理和实施工程师操作,我公司的设备管理人员配合施工。
测试:对连接好的数控机床联网系统进行测试,包括单点传输测试和综合传输测试,管理流程也要测试流程是否通畅、逻辑是否正确,最后生成《测试报告》;这部分由CAXA的项目实施工程师负责调试,我公司的工艺人员和网络管理员配合。
培训:项目实施后期,由CAXA的技术经理对我公司所有数控机床联网系统使用人员进行培训,分为设备操作人员培训、工艺人员培训、系统管理员培训,最后填写《培训报告》;
验收:对整个工程进行验收,除现场检查外,还要对上述各个报表资料进行核对,收集部分硬件产品的合格证、光盘等物品,最后双方签署《验收报告》及《备忘录》。双方参与的人员有CAXA的项目经理、实施经理、一航庆安的项目负责人、网络管理员等。
六、结束语
通过“一航庆安数控车间数控机床联网”的项目实施,彻底地解决了我公司数控加工程序的全生命周期管理问题和数控设备通讯问题,显著提高了各数控车间的生产效率。经过一年多的使用,我们对北京数码大方科技有限公司(CAXA)和他们公司的网络数控机床联网系统有了一些深刻的认识:
·网络数控机床联网是制造企业信息化的神经末梢,而缺少神经末梢的企业是不健全的,CAXA网络数控机床联网可以管理到数控设备的加工代码、工艺文件等等,将企业最底层的信息化管理起来。
·制造企业的生产指令最终是由网络数控机床联网来付诸实施的
·以CAXA网络数控机床联网为基础的数控设备的信息采集将成为企业上层信息系统MES、PDM、ERP的真实数据的来源,为企业的信息化决策提供有力依据。
- 上一篇文章:浅谈机床电气的数控化
- 下一篇文章:基于孔特征加工中的UG—CAM技术